
1. PRIMEROS PASOS
Felicidades por la compra de la tensionadora ELITE modelo LM PRO.
Lea esta guía antes de comenzar.
La LM PRO es una tensionadora por rodillos especialmente concebida para aserraderos. Su diseño y sencillo ajuste permiten optimizar los trabajos de manera ágil y segura.
Puede ver el catálogo del producto en el siguiente enlace: ELITE modelo LM PRO
Este manual le presenta las principales funciones de la tensionadora con el fin de evitar riesgos para su salud o que puedan causar una avería o un desgaste prematuro de la máquina.
En caso de duda, póngase en contacto con nosotros o con uno de nuestros distribuidores autorizados.
Nota Informativa: El uso descrito en el manual de esta tensionadora descrito en el mismo puede presentar algunas variaciones de uso ya que nuestra maquinaria está sujeta a posibles modificaciones constructivas, dependiendo de la incorporación de avances tecnológicos en nuestros equipos.
2. SEGURIDAD
2.1.Normas de seguridad
Observe y aplique cuidadosamente las siguientes reglas de seguridad, el incumplimiento de estas reglas puede causar lesiones personales o daños a la máquina misma.
La instalación y el mantenimiento de la máquina descritos en este manual deben ser realizados únicamente por operadores que estén familiarizados con su funcionamiento y tengan suficientes conocimientos técnicos.
La tensionadora ELITE LM PRO ha sido diseñada para el tensado de sierras de cinta excluyendo cualquier otro tipo de operación.

PELIGRO ALTO VOLTAJE

PELIGRO DE ACCIDENTE

PELIGRO POR PROYECCIÓN DE CHISPA

UTILICE ZAPATOS PROTECTORES

PELIGRO DE HERRAMIENTAS AFILADAS

UTILICE PROTECTORES AUDITIVOS
Estas advertencias no incluyen todos los posibles riesgos que podría ocasionar un uso inadecuado de la máquina. Por ello, el operador debe proceder con prudencia y observando las normas.
2.2.Uso y conservación del manual de instrucciones
Este manual de instrucciones debe ser leído y comprendido por todo el personal que entre en contacto con la máquina.
Este manual es para:
- Indicar el uso correcto de la máquina según el tipo de trabajo a realizar.
- Proporcionar las instrucciones necesarias para el transporte, ajuste y mantenimiento de la máquina.
- Facilitar el pedido de repuestos e información de riesgos.
Límites de uso del manual:
La máquina está destinada a un uso profesional y, por lo tanto, la experiencia del operador es necesaria y de vital importancia.
Importancia y conservación del manual:
Este manual debe considerarse parte integrante de la máquina y, por lo tanto, debe permanecer junto a ella hasta el final de su uso.
Información adicional y aclaraciones:
El usuario, propietario o persona de mantenimiento puede ponerse en contacto con el fabricante para solicitar cualquier información adicional sobre el uso de la máquina y las posibles modalidades de intervención de mantenimiento y reparación.
Caducidad de la responsabilidad:
El fabricante se considera exento de cualquier responsabilidad en caso de:
- Uso inadecuado de la máquina
- Uso de la máquina por personas no capacitadas
- Fallos graves en el mantenimiento programado
- Intervenciones o modificaciones no autorizadas
- Uso de repuestos no originales.
2.3.Declaración de conformidad
La empresa por la presente:
Elite Machines, SLU
Joan Oró, 27
ES-08635 Sant Esteve Sesrovires
Declara que el producto que se indica a continuación, en base a su concepción y construcción, así como la versión puesta en el mercado por nuestra empresa, cumple con los requisitos básicos de seguridad y salud obligatorios de la directiva CE.
Esta declaración pierde su validez en caso de modificaciones no autorizadas del producto.
Nombre del producto: ELITE modelo LM PRO
Tipo de producto: Tensionadora para tensar y templar sierras de cinta
Número de serie.: __
Competencias Directivas CE:
- Directiva para maquinaria CE (2006/42/CE)
- Directiva europea sobre compatibilidad electromagnética (2014/30/UE)
- Los fines de protección de la directiva de baja tensión CE (2006/95/CE) se cumplieron según el anexo I, nr. 1.5.1 de la directiva de máquinas 2006/42/CE
La documentación técnica fue compilada por el representante legal de la documentación:
Sergi Valls Gramunt
Joan Oró, 27
ES-08635 Sant Esteve Sesrovires
Fecha / fabricante - Firma: __
Datos del firmante: Sergi Valls Gramunt, gerente
3.DATOS TÉCNICOS
En la siguiente tabla de información, se encuentra la lista de especificaciones técnicas de la tensionadora descrita en este manual.
| DATOS TÉCNICOS | ELITE LM PRO |
|---|---|
| Ancho de la sierra de cinta | Hasta 250 mm. (hasta 9,8") |
| Velocidad de giro de la cinta | 7050 mm./min. |
| Velocidad de alimentación de la sierra de cinta | Hasta 7 m/min |
| Potencia del motor | 0,75 Kw |
| Conexión | 230-400 V. / 50 Hz / 3 Ph. |
4.TRANSPORTE
La ELITE LM PRO se entrega embalada en una jaula o caja de madera, según su destinación y medio de transporte.
Durante todo el transporte y traslado, la máquina debe mantenerse en su posición vertical original, cualquier variación en esta posición puede dar lugar a la pérdida de la garantía.

| VERSIONES DISPONIBLES | ||
|---|---|---|
| Modelo | Tamaño del embalaje | Peso bruto |
| LM PRO sin banco de trabajo | 400 x 510 x 400 mm. | 90 Kg. |
| LM PRO con banco de trabajo | 2870 x 1080 x 2080 mm. | 500 Kg. |
4.1.Instrucciones de desembalaje y montaje
Tenga especial cuidado al levantar la carga: ¡La carga no puede estar centrada!
Para levantar o mover la carga, utilice un montacargas con hojas lo suficientemente largas para soportar la máquina, teniendo en cuenta el ancho y la profundidad de la máquina para el cálculo de los pesos a levantar.
Una vez abierto el embalaje, quitar los topes de fijación de los pies de la máquina


Una vez ubicada la máquina en su ubicación definitiva, también ya puede retirar la película protectora y demás protecciones de los componentes, que fijan e impiden que la máquina se mueva.
5. INSTALACIÓN
5.1.Colocación de la máquina
La tensionadora por rodillos LM PRO debe instalarse en una mesa de trabajo específica para ello. Está disponible de forma opcional el banco de trabajo diseñado para tal fin.
Para ello, fije la tensionadora por medio de los dos rodillos M8 (ubicados en la parte frontal y trasera).
Coloque la tensionadora en su respectiva mesa con cuidado de no dañar las partes más delicadas de la misma.
ATENCIÓN: La máquina no debe ser utilizada bajo ningún concepto por personal no cualificado o no autorizado.
5.2.Conexión eléctrica
¡PELIGRO ALTO VOLTAJE!
La tensionadora por rodillos ELITE LM PRO debe conectarse estrictamente al voltaje indicado en el pedido de la máquina y en la propia máquina (placa de identificación de la máquina). La conexión a un voltaje diferente al indicado puede causar una avería en la máquina y representa un riesgo para las personas que usen la máquina.
Esta instalación debe efectuarse por personal técnico cualificado y comprobarse con un medidor de tensión antes del encendido de la máquina.
Es absolutamente imprescindible que la sección del cable de conexión sea la requerida, que la máquina disponga de una toma dedicada y protegida contra sobrecargas y derivaciones, y que esté lo más próxima posible a la toma de corriente.
Cualquier reclamación por una conexión incorrecta quedará fuera de garantía.
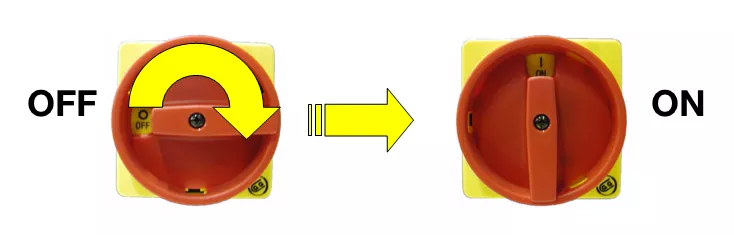
Una vez efectuada y comprobada la conexión, gire el interruptor general ON/OFF a la posición ON.
Compruebe antes de su puesta en funcionamiento que la parada de emergencia esté desactivada.
Recuerde: antes de conectar la máquina, retire cualquier protección que pueda tener la máquina para proteger los componentes durante el transporte.
Elite Sharpening Machines, rechaza toda responsabilidad por una conexión equivocada, que además de causar un mal funcionamiento de la máquina puede perjudicar a las personas, los animales, los objetos materiales.
5.3.Principales componentes de la máquina
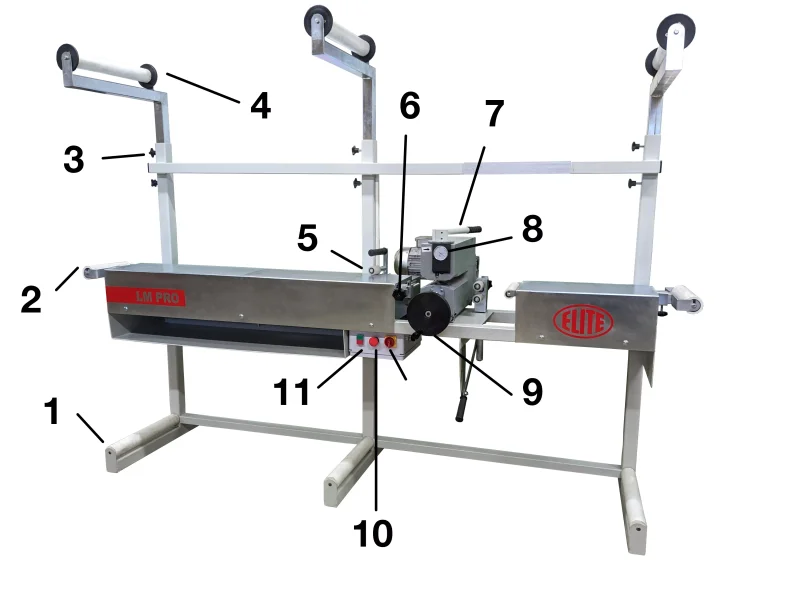
- Rodillos guía inferiores de la sierra cinta
- Rodillos guía laterales
- Pernos de posicionamiento y fijación de los rodillos guías superiores
- Rodillos guía superiores
- Rodillo de fijación de la sierra cinta en la mesa de la máquina
- Pomo para el ajuste del ancho de la sierra cinta
- Palanca de selección de la presión de los rodillos de tensionamiento
- Indicador de posición del rodillo de tensionamiento
- Volante de posicionamiento del rodillo de tensionamiento
- Parada de emergencia
- Botón de encendido/parada
6. PUESTA EN MARCHA
En esta sección le mostramos cómo operar la ELITE LM PRO para que funcione.
NOTA: Los datos que aparecen en las diferentes imágenes son a modo de ejemplo, cada tipo de herramienta tiene sus datos recomendados y un operario experto debe conocerlos.
En la parte inferior-central hallará un panel de mando, constituido por los siguientes componentes:
- Interriptor general de encendido
- Parada de emergencia
- Pulsador de encendido/apagado de la máquina
6.1. Encendido de la tensionadora LM PRO
Durante la instalación, recomendamos encarecidamente que un técnico electricista debidamente homologado conecte la máquina a la red eléctrica, y que se contemplen todas las medidas de protección y control de la alta tensión.
Tras encender el interruptor general, ajuste la dirección del motor (el rodillo inferior debe girar a la derecha). Para cambiar la dirección, cambie dos fases en el motor o en la horquilla.
Después de eso, revise el nivel de aceite desenroscando el tornillo nº1. En éste, observará dos líneas en el indicador de aceite que muestran los niveles de aceite superior e inferior (le recomendamos utilizar aceite SAE-90).
Después de colocar la sierra entre ambos rodillos, ajuste la posición de la barra nº2. En esta misma hay dos tornillos (ver fig. nº3), tras aflojarlos mediante la llave 6, coloque la barra nº 4 como en la imagen n°2 y fije el tornillo nº3.
7. FUNCIONAMIENTO DEL TRABAJO
La mesa tensionadora (o banco tensionador) debe estar fabricada de madera dura o placas de acero, además de ser perfectamente lisa. La tabla de trabajo deberá ser más larga de 2,5 mm y 100 mm más ancha que la sierra cinta más ancha que vaya a ser utilizada. También se requiere una regla de 1,5-2 m de largo.
Una vez contemplados estos requerimientos, proceda de la siguiente forma: alinee a la mesa un dispositivo de apriete de rodillos y un yunque. Hay yunques convexos y planos. Si es convexo, el yunque deberá tener 200 mm de ancho (hasta 450 mm en el caso de sierras anchas) y alrededor de 300 mm de largo y hasta 350 mm de altura. El yunque deberá fijarse en una superficie firme. La superficie de trabajo deberá ser ligeramente convexa con un radio curvo de alrededor de 6 m (por lo que sería 2 mm más alto en el punto medio que en los bordes). También es posible utilizar un yunque horizontal, el cual además resulta más fácil de instalar.
Los rodillos deben colocarse por debajo y por encima de la mesa del rodillo superior. El rodillo superior, el yunque y el rodillo inferior deben estar centrados verticalmente.
El plato de alineación, el yunque y la parte superior del rodillo inferior deben estar perfectamente nivelados horizontalmente. Los rodillos portadores deben estar hechos de madera dura o de acero recubierto de goma. Se requiere una iluminación suficiente para un ajuste y nivelación precisos.
ATENCIÓN: La máquina no debe ser usada en ningún caso por personal no cualificado o no autorizado.
7.1. Preparación para el tensionado
7.1.1. Verificación de las placas de las sierras
Tras cortar los dientes, la placa de la sierra se curva ligeramente. Elimine la curva resultante cortando el diente en el lado más corto.
El borde cortante de la placa de la sierra debe ser ligeramente más corto que el borde trasero (para compensar el estiramiento producido por el calor durante el corte).
La curvatura media deberá ser de 0,4 mm para una longitud de 1,5 mm o 0,7 mm.
7.1.2. Regla de medición estándar
Ésta deberá ser de 2m y de 1,6mm por cada 3m. Si el borde dentado es demasiado corto, existe el riesgo de romper la base de los dientes.
Podrá conseguir una ligera curvatura rodando ligeramente a lo largo del plato, entre la parte media y posterior de la placa de la sierra.
7.1.3. Tensionado
El tensionado es aquel procedimiento en el que se simulan las condiciones de trabajo que va a soportar la sierra.
Las placas de sierra con un ancho superior a los 60 mm deben ser tensionadas (si es posible antes de la soldadura).
Mediante el rodaje de la parte media de la placa de la sierra, ésta será más larga que los bordes y los bordes se tornarán más rígidos.
7.2 Resultados correctos del proceso de tensionado
Cuando la placa de sierra tensionada esté en una máquina de corte, la superficie de la sierra que toque las muelas de afilado realizará una curva (también conocida como corona) y la sierra descansará mayormente en sus bordes.
Este hecho implica lo siguiente:
- La sierra será rígida y seguirá en las mismas condiciones durante el trabajo.
- La estabilidad de la sierra se mantendrá incluso después del calentamiento.
- La placa de la sierra absorberá la presión de la velocidad.
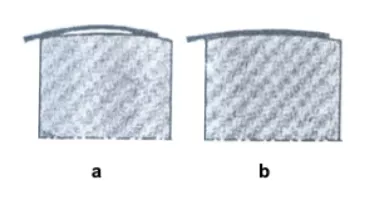
Ajuste y posicionamiento correcto de la sierra
A) Placas de sierras anchas
B) Placas de sierras de hasta 150mm.
Resultados correctos del tensionado:
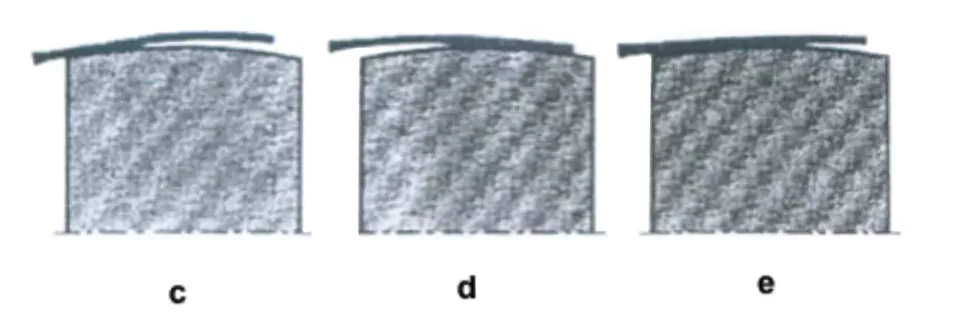
Ajuste y posicionamiento incorrecto de la sierra
C) La placa de la sierra toca la muela de afilado solamente en el filo de corte, lo que conlleva un exceso de presión.
D) La placa de la sierra toca la muela de afilado solamente con el borde trasero. El borde cortante está suelto y no se corta correctamente.
E) La placa de la sierra toca la muela de afilado solamente con el centro. Esto produce una vibración y rompe la sierra.
Resultados incorrectos del tensionado:
7.3. Procedimiento de tensionado
Existe un procedimiento establecido para el proceso de tensionado:
Empiece por el medio de la placa de la sierra, y pase los rodillos al lateral izquierdo y al lateral derecho, uno después del otro, reduciendo la presión y verificando la placa de la sierra en todo momento.
El espacio existente entre las líneas de los rodillos dependerá de la anchura de la sierra y deberá oscilar entre los 10 y los 20 mm. entre lineas
Una vez se ha realizado el tensionado en una cara, dé la vuelta a la sierra y repita esta misma operación en la otra cara. Esta vez las lineas de los rodillos deberán estar entre las lineas anteriores.
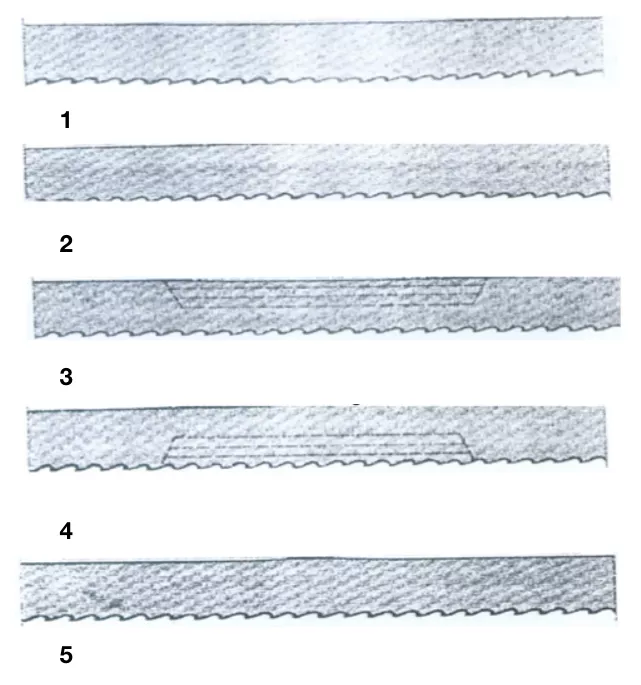
Si está en el medio:
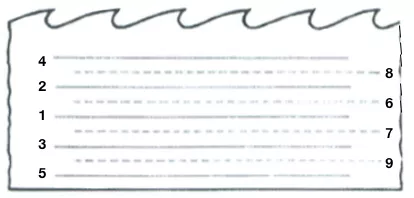
Las filas de las lineas de la cara delantera de la sierra corresponden a las de los números 1-2-3-4-5. Mientras que las filas de la cara trasera corresponden a los números 6-7-8-9.
El número total de lineas depende de las necesidades de tensionado y del ancho de la placa de la sierra.
Por supuesto, el operario puede realizar el tensionado en una sola cara de la sierra. No obstante, le recomendamos encarecidamente que el tensionado sea realizado en ambas caras de la sierra. Esto le permitirá utilizar la sierra en cualquier máquina.
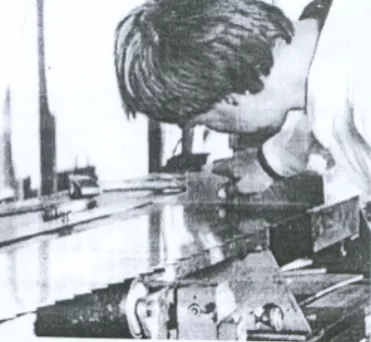
El grado de tensionamiento de la placa de la sierra se evalúa levantándola (como en la imagen ilustrada) y comprobando su caída. Puede utilizar una regla curvada con un diámetro de curva específico. Si se aprieta correctamente, una placa de sierra no debe caer en absoluto, o muy poco al principio.
Es habitual repetir el proceso de rodamiento varias veces hasta obtener el resultado deseado por el operario.
7.4. Parámetros técnicos
Parámetros de tensionado para sierras cinta
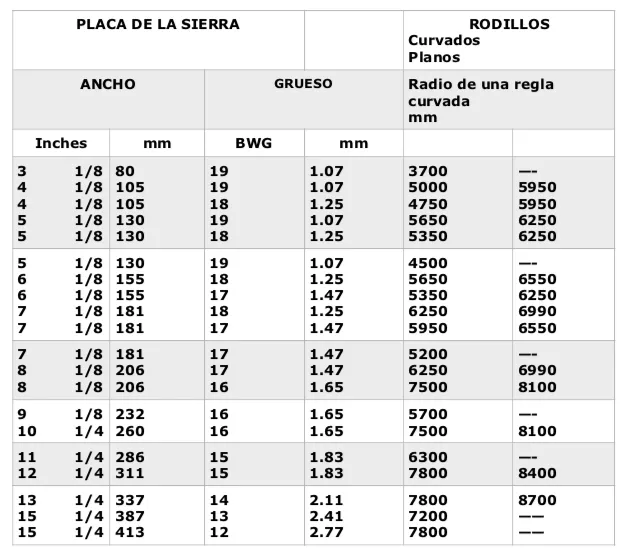
NOTA: Los datos de la tabla han sido obtenidos empíricamente, utilizando sierras cinta con una determinada composición química. Los valores pueden variar en función del tipo de material que constituye las hojas.
El tensionado se realiza repitiendo cuidadosamente un rodado equilibrado, hasta conseguir una curvatura perfecta, sin golpes ni defectos.
Verificando que la placa de la sierra está plana:
Durante el procedimiento, compruebe si la luz que se ve bajo un aplanador se distribuye equitativamente a lo largo de la totalidad de la placa de la sierra. Para rodillos curvos y altas velocidades, la parte posterior de la placa de la sierra debe ser ligeramente más larga. Sin embargo, no aplique esto hasta que finalice el laminado. Las líneas de rodamiento no deben estar a menos de 20-30 mm de los bordes.
Si la sierra se tensiona en exceso, ésta tiende a a romperse.
7.4.1. Re-tensionado
Deberá tener presente que tras cada afilado se reduce el ancho de la sierra.
Verifique el tensionado con un aplanador

Al realizar la verificación con el aplanador, mantenga con la mano izquierda la placa de sierra de forma que se curvará ligeramente y con la mano derecha presione suavemente el aplanador sobre la placa de la sierra. Una luz estrecha debe aparecer entre el aplanador y la sierra.
El aplanador debe ser presionado hacia abajo en un ángulo de 90° respecto de la sierra. Deberá aparecer una luz uniforme y simétrica en ambos lados. Si el tensionado es correcto, al presionar el aplanador con fuerza sobre la sierra, no deberá aparecer ninguna luz.
7.4.2. Tensionado graduado
Aunque la placa de la sierra puede apretarse mucho, esto no se recomienda porque un excesivo estiramiento del acero podría causar la rotura de la sierra.
Para obtener mejores resultados se recomienda aplicar el ajuste de graduado. Comience con el 75% del tensionado total. La estimación del grado apropiado de tensión es una cuestión de experiencia. Una madera dura requerirá de una mayor tensión que una madera suave. Las placas de sierra delgadas requerirán ser más apretadas que las gruesas. Los rodillos curvos requerirán ser más apretados que los planos. La tabla de parámetros técnicos arriba descrita muestra el tamaño y el radio de curvatura para los aplanadores estándar usados para sierras de cinta anchas / el índice numérico debe estar indicado en el aplanador.
7.5. Aplanamiento y alisado
Incluso si la sierra ha sido perfectamente aplanada antes del tensionado, se deberá volver a aplanar. Compruebe la irregularidad de la sierra moviendo una sierra a lo largo de un aplanador. La línea de apriete debe estar a 20-30mm del borde.
- Borde trasero cóncavo
- Borde trasero convexo
- Ajuste del borde trasero con borde cóncavo
- Ajuste del borde trasero con borde convexo
- Pequeñas protuberancias que necesitan ser afiladas
La comprobación puede realizarse con patrón estándar (que puede ser plano o cóncavo).
La sierra de cinta debe estar completamente nivelada cuando se coloque sobre la mesa o banco de trabajo. Compruébelo con un aplanador en todas direcciones para los topetones y las crestas que haya en la superficie de la sierra.
Marque todas las crestas y utilice un martillo especial para aplanar la sierra. Para las sierras delgadas utilice un martillo más ligero, y para los gruesas uno más pesado.
Engrase la cresta de la sierra y el martillo cuidadosamente, comenzando en el centro de la zona levantada. Utilice el aplanador para las comprobaciones durante el procedimiento. Asegúrese de nivelar todas las crestas para evitar roturas en el futuro.
8.MANTENIMIENTO
8.1.Mantenimiento preventivo
El mantenimiento de la tensionadora por rodillos ELITE modelo LM PRO es muy sencillo pero a la vez importante. La máquina está completamente operativa después de unos previos preparativos.
Ésta se entrega sin aceite por lo que el tanque de aceite necesita ser llenado con aproximadamente 5 litros de aceite.
Para una limpieza duradera, engrase y realice el control de la máquina con regularidad.
- Engrase los dos engrasadores de la parte delantera.
- Engrase con aceite el rodillo superior levantándolo con una barra.
Cambie el aceite (SAE-90) cada 6 meses.
Mantener la máquina limpia y en buenas condiciones permitirá un uso óptimo a largo plazo.
Utilice el equipo solo en ambientes secos. La temperatura debe estar entre 5 y 40ºC. Una humedad relativa mayor al 90%, así como un ambiente salino, provocaría la corrosión prematura de la máquina.
9. ACCESORIOS Y CONSUMIBLES
10. GARANTÍA
Todas nuestras máquinas se prueban antes de ser enviadas. Sin embargo, siempre puede haber defectos que no son observables a primera vista.
Nuestras máquinas están garantizadas contra defectos de fabricación o materiales en condiciones normales de uso y mantenimiento. El periodo de esta garantía es de 12 meses desde la fecha de compra y consiste en la reposición del material defectuoso.
La garantía quedará automáticamente anulada en caso de modificación ajena a nuestra empresa o en casos manifiestos de mal uso de la máquina.
La garantía no incluye piezas sujetas a desgaste normal por el uso como patines, cartucho de lubricación, abrasivos, etc.