Le lame per seghe a nastro sono considerate problematiche in quanto sono molto più fragili di strumenti di lavorazione simili come lame per seghe circolari, lame per seghe a nastro o frese e si rompono facilmente se maneggiate in modo errato.
Il motivo è molto semplice: tutti i tipi di utensili sopra menzionati hanno un corpo lama molto più spesso che non è soggetto a sollecitazioni di flessione continuamente invertite.
Queste sollecitazioni di flessione continuamente invertite provocano la formazione di sottili crepe nella gola del dente: la zona soggetta alla massima tensione. Se la lama non viene riaffilata in tempo, queste crepe diventeranno più grandi e ne causeranno la rottura. Inoltre, queste crepe devono essere riparate mediante saldatura, prima che avvenga il processo di affilatura.
Per questo motivo non sarà mai sottolineato abbastanza che l'intero profilo dei denti delle lame a nastro debba essere riaffilato a intervalli regolari.
Questa zona già fragile diventa naturalmente ancora più critica se si verificano rigature e intaccature dovute ad un'affilatura non professionale o se la gola del dente si indurisce a causa dell'eccessiva asportazione di truciolo. Se la gola del dente non viene lavorata affatto, le microfessurazioni possono estendersi portando inevitabilmente alla rottura.
PROCESSO DI MANUTENZIONE DELLE SEGHE A NASTRO
- Ispezionare la sega a nastro per eventuali riparazioni
- Controllare se la sega a nastro funziona correttamente e che non è necessario tensionare, livellare o raddrizzare
- Verificare la necessità di una nuova impostazione/rastremazione/stellitazione dei denti
- Affilare la sega a nastro
1.ISPEZIONARE LA SEGA A NASTRO PER EVENTUALI RIPARAZIONI
È necessario effettuare un'ispezione per rilevare eventuali crepe o rotture nelle seghe a nastro, specialmente nella zona della gola del dente. In caso di necessità, la riparazione deve essere effettuata con la saldatrice per seghe a nastro ELITE modello SOLDAmaq 320 , che permette di saldare nuove seghe a nastro o ripararle.
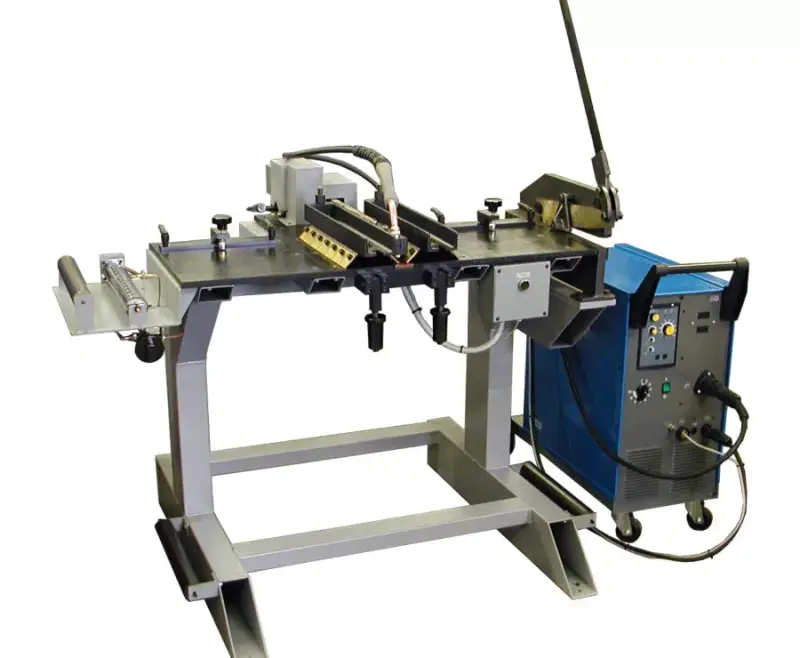
2.VERIFICARE SE LA SEGA A NASTRO FUNZIONA BENE E CHE NON SIA NECESSARIO TENSIONARE, LIVELLARE O RADDRIZZARE
L'operatore che taglia la sega a nastro deve informare se sono presenti problemi con la sega a nastro, come rumore elevato durante il taglio, sega a nastro non stabile nella macchina da taglio, ecc.
Il modello ELITE LM PRO è un must nella manutenzione delle seghe a nastro, permette di eseguire le operazioni di Livellamento, tensionamento e raddrizzamento.

2.1.LIVELLAMENTO
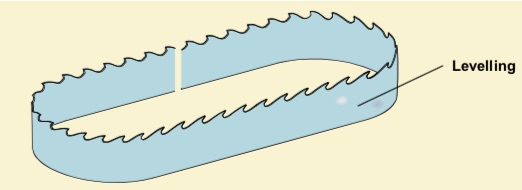
Livellare significa appianare eventuali irregolarità (dossi/ammaccature) della lama della sega. Di solito questa è la prima operazione di manutenzione da eseguire. Le irregolarità possono essere localizzate con un bordo dritto e “martellate” con una mazza a set tondo o a penna incrociata, per cui il peso del martello deve essere adattato allo spessore della lama.
2.2.TENSIONAMENTO
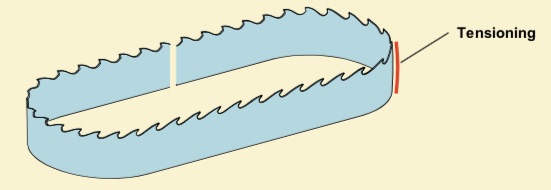
Il termine allungamento significa allungamento della parte centrale della lama della sega, che viene eseguito con rulli su una macchina rullatrice. Questo allungamento serve ad accorciare il lato dentato e il tallone rispetto al centro. Di conseguenza, quando la lama della sega viene posizionata sulle pulegge della segatrice, le tensioni di compressione vengono alleviate e la lama della sega forma una curva al centro. Ciò impedisce alla lama della sega di muoversi sulla superficie generalmente convessa delle pulegge.
Il processo di laminazione inizia nel primo terzo della lama con la massima pressione di laminazione. Successivamente il rotolamento continua alternativamente a sinistra e a destra di quest'area con pressione ridotta.
La distanza tra le corse di rullatura dipende dalla larghezza della lama della sega e dovrebbe essere di ca. da 10 a 20 mm. È una buona idea segnare la sequenza dei tratti rotanti con il gesso.
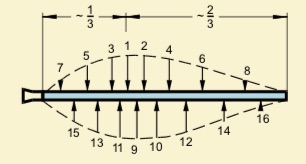
Le corse di rotolamento più esterne dovrebbero trovarsi ad una distanza di ca. Da 20 a 30 mm dalla parte superiore della lama o dalla gola del dente.
Se la rullatura viene eseguita su entrambi i lati, i tratti da 6 a 9 devono trovarsi tra i tratti da 1 a 5.
2.3.LIVAGGIO
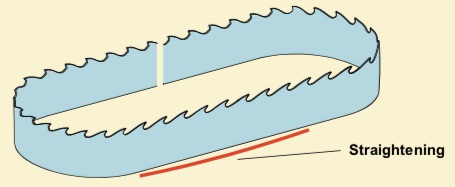
Per raddrizzare la lama di una sega, la parte superiore della lama della sega a nastro viene dotata di una curvatura leggermente convessa per compensare l'allungamento del lato dentato mentre la sega è in funzione. La riaffilatura della gola del dente ha anche l'effetto di allungare la linea della gola del dente rispetto al dorso, il che rende necessario ravvivare nuovamente la lama. Lo stato della lama della sega viene controllato posizionando una lama di ca. Regolo lungo 1,5 m lungo la parte superiore. Se viene rilevata un'irregolarità, viene contrassegnata con linee di gesso. La parte superiore della lama viene ispezionata per tutta la sua lunghezza e i vari errori vengono eliminati come descritto di seguito.
3.VERIFICARE LA NECESSITÀ DI NUOVA IMPOSTAZIONE/PRESSATURA/STELLITAZIONE DEI DENTI
Per dare un percorso di taglio alla sega a nastro, il taglio deve essere più largo del corpo della lama. Ciò consente alla sega a nastro di tagliare il legno senza rimanere intrappolata a causa della forza di compressione del legno una volta tagliato mentre la sega a nastroela sega si sta ancora muovendo tra il legno tagliato.
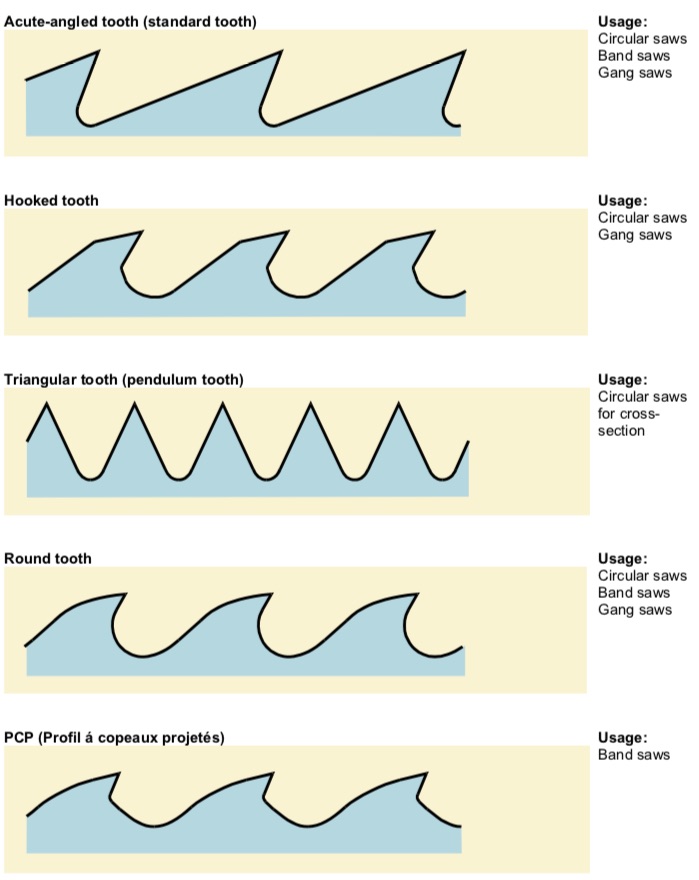
Esistono tre metodi per dare il percorso di taglio alle seghe a nastro:
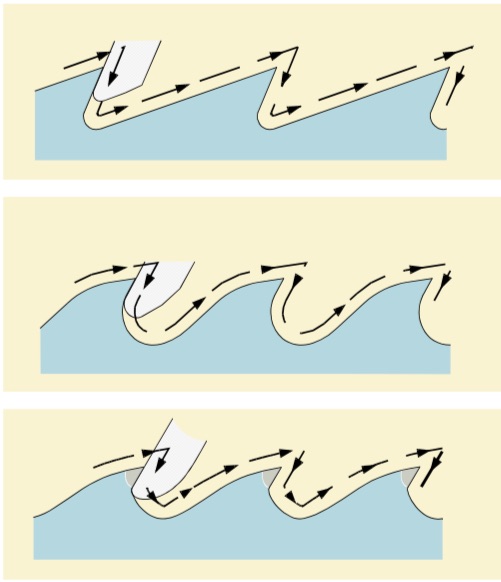
3.1.IMPOSTAZIONE
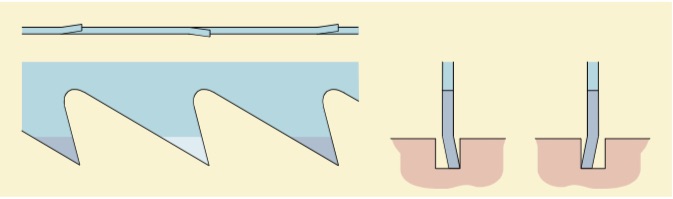
L'impostazione è il metodo più antico. Consiste nel piegare leggermente il dente da una parte o dall'altra. Questo è il metodo più economico ma presenta l’inconveniente che funzionerà solo un lato del dente.

Il modello ELITE TR 5 è la macchina adatta per questo processo.
L'impostazione prevede la piegatura dei denti alternati. In una lama per sega fissa, due denti lavorano sempre insieme. Il dente inserito a destra viene premuto dalla parte anteriore e destra, mentre il dente inserito sinistro dalla parte anteriore e sinistra.
Impostazione eccessiva – scarsa qualità di taglio
Impostazione insufficiente: la lama della sega si surriscalda, presenta segni di bruciatura e perde tensione.
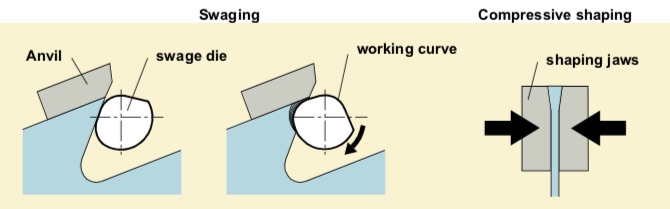
3.2.PRESSATURA
Un altro modo per allargare il taglio è stringere i denti.
La pressatura presenta più vantaggi rispetto all'incastonatura, poiché il dente taglia completamente il legno su entrambi i lati. Inoltre il processo rende l'acciaio più duro comprimendolo (in modo simile alla forgiatura).
La macchina necessaria per il processo non è costosa e il processo di macinazione è lo stesso.
Il modello ELITE CH PRO può eseguire automaticamente il processo di foratura.
Per eseguire il processo di forgiatura, una matrice viene posizionata davanti al dente della sega, che viene tenuto fermo con un'incudine. Ruotando la matrice eccentrica, il materiale della sega viene spostato verso la punta del dente. Una volta completato il processo di pressatura, lo stampo di pressatura ruota nuovamente nella sua posizione iniziale.
Il processo di pressatura modella la punta del dente in modo che sia conica verso il basso e affusolata verso la parte posteriore. Poiché il dente della sega per pressatura agisce su tutta la larghezza del taglio, deve svolgere lo stesso lavoro di due denti in una lama per sega fissa. Il maggior numero di taglienti maggiori e minori garantisce una maggiore resa di taglio.
Al processo di pressatura segue la sagomatura, ovvero il materiale spostato ai lati del dente viene compresso con apposite ganasce di pressione finché il dente nella zona del tagliente principale non raggiunge la larghezza richiesta.

La forgiatura deve essere adattata ai vari tipi di legno se si vogliono ottenere prestazioni più elevate. Ciò si ottiene attraverso il diametro della matrice di pressatura che serve a modellare la pressatura.
3.3.STELLITURA
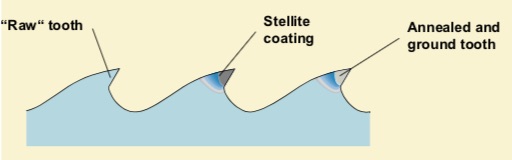
La stellitazione consiste nel saldare un materiale più duro (stellite) nei denti delle seghe a nastro. È il metodo che garantisce la maggiore durata della sega a nastro, ma è anche il metodo più costoso in quanto richiede due macchine: la macchina stellitatrice per saldare la punta del dente e la rettificatrice per affilare i lati dei denti.
La stellinatura non viene eseguita ogni volta che è necessario affilare la sega a nastro, il materiale saldato dura per alcuni cicli di molatura.
Sono necessarie due macchine per questo processo:
ELITE modello MMV 300 per saldare la stellite alla sega a nastro.
Modello ELITE SSC 300 per la rettifica laterale dei denti.

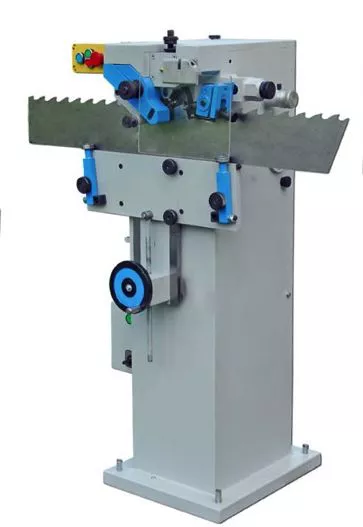
4.AFFILIARE LA SEGA A NASTRO

Infine l'ultimo processo consiste nell'affilare la sega a nastro. Questo viene fatto levigando completamente la parte superiore della sega a nastro. A seconda delle necessità dell'utente può essere eseguito da una macchina mossa solo da motori, oppure da una macchina CNC.
Se l'utente dovesse effettuare la manutenzione delle proprie seghe a nastro, il CNC potrebbe non essere necessario, poiché non ci sono troppi profili dei denti da affilare. Al contrario, se l'utente sarà un'affilatrice, allora consigliamo vivamente una macchina CNC, perché con il CNC l'utente sarà in grado di memorizzare i programmi particolari del profilo del dente della sega a nastro senza la necessità di riaggiustare la macchina o cambiare la mola. profilo.
Si consiglia vivamente di dotare la macchina sempre di un sistema di macinazione ad umido, poiché il processo di macinazione genera molta polvere.
Ogni sistema ha i suoi vantaggi e svantaggi. Sebbene il sistema CNC possa memorizzare i programmi e sia dotato di un involucro completo, è anche più sensibile alla manutenzione del sistema ed è più complesso. D'altra parte la macchina mossa solo da motori e relè è più semplice da mantenere, ma richiede più esperienza per rettificare diverse forme di denti.
