Band saw blades are considered problematic as they are far more fragile than similar machining tools such as circular saw blades, gang saw blades or milling cutters, and simply break off if incorrectly handled.
The reason for this is quite simple: all the above tool types have a much thicker blade body which is not subject to continually reversed bending stresses.
These continually reversed bending stresses cause hairline cracks to form in the tooth gullet: the area subject to the greatest tension. If the blade is not re-sharpened in time, these cracks will become larger and cause it to break. In addition, these cracks must be repaired by welding, before the sharpening process takes place.
For this reason, it cannot be stressed often enough that the entire tooth profile of band saw blades should be re-sharpened at regular intervals.
This already fragile zone naturally becomes even more critical if scoring and nicking occurs due to un- professional grinding or the tooth gullet becomes hardened by excess chip removal. If the tooth gullet is not machined at all, the micro-cracks can spread, leading inevitably to breakage.
MAINTENANCE PROCESS OF THE BANDSAWS
- Inspect the bandsaw for the need of repairing
- Check if the bandsaw was running ok, and that there is no need for tensioning, leveling or straightening
- Check for the need of new setting/swaging/stelliting of the teeth
- Grind the bandsaw
1.INSPECT THE BANDSAW FOR THE NEED OF REPAIRING
Inspection should be made to detect any cracks or break in the bandsaws, specially in the area of the gullet of the tooth. In case of need to repair, this should be made by the ELITE model SOLDAmaq 320 welding machine for bandsaws, which permits to weld new bandsaws or repair them.
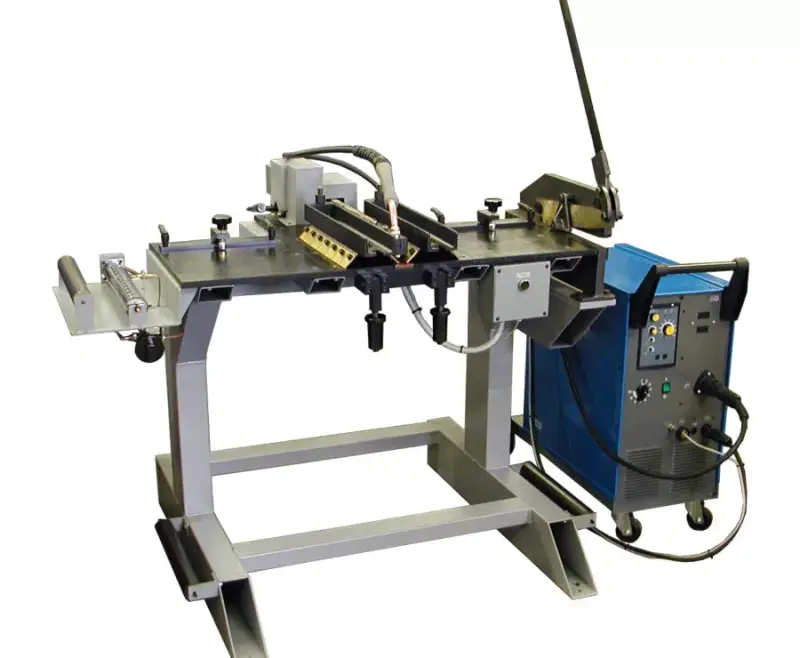
2.CHECK IF THE BANDSAW WAS RUNNING OK, AND THAT THERE IS NO NEED FOR TENSIONING, LEVELING OR STRAIGHTENING
The bandsaw cutting operator should inform if any problem was present with the bandsaw, such as high noise when cutting, bandsaw not stable in the cutting machine, etc.
The ELITE model LM PRO is a must have in the maintenance of the bandsaws, it permits to do the operations of Levelling, Tensioning and Straightening.

2.1.LEVELLING
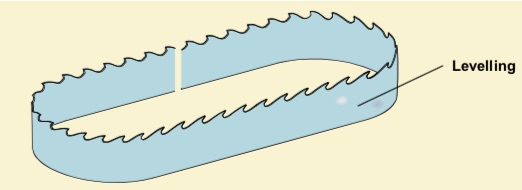
Leveling means flattening out any unevenness (bumps/dents) in the saw blade. This is usually the first servicing operation to be performed. Bumps can be localized with a straight-edge and “hammered out” with a round set or cross peen sledge hammer, whereby the hammer weight has to be adjusted to the blade thickness.
2.2.TENSIONING
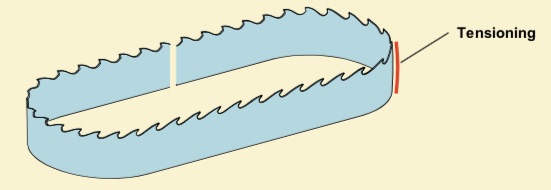
The term stretching means elongating the central part of the saw blade, which is done with rollers on a rolling machine. This elongation serves to shorten the toothed side and heel in relation to the centre. Consequently, when the saw blade is placed on the pulleys of the sawing machine, the compressive stresses are relieved and the saw blade forms a curve in the centre. This stops the saw blade from mov- ing about on the generally convex surface of the pulleys.
The rolling process begins in the first third of the blade with the highest rolling pressure. Then rolling continues alternately on the left and right of this area with reduced pressure.
The distance between the rolling strokes depends on the width of the saw blade and should be approx. 10 to 20 mm. It is a good idea to mark the sequence of the rolling strokes with chalk.
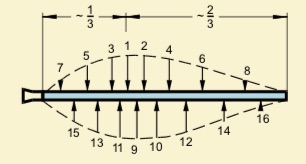
The outermost rolling strokes should be at a distance of approx. 20 to 30 mm from the blade top or tooth gullet.
If rolling is carried out on both sides, strokes 6 to 9 should be located between strokes 1 to 5.
2.3.STRAIGHTENING
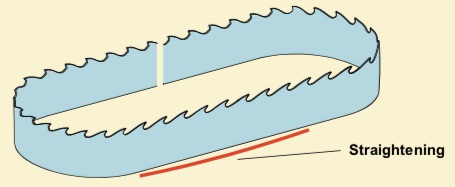
In order to straighten a saw blade, the top of the band saw blade is given a slightly convex curve in order to compensate for the elongation of the toothed side while the saw is in action. Re-grinding of the tooth gullet also has the effect of extending the tooth gullet line in relation to the back, which makes it necessary to dress the blade again. The condition of the saw blade is checked by placing an approx. 1.5 m long straightedge along the top. If an irregularity is detected, it is marked with chalk lines. The blade top is inspected over its entire length, and the various errors are eliminated as described below.
3.CHECK FOR THE NEED OF NEW SETTING/SWAGING/STELLITING OF THE TEETH
In order to give cutting path to the bandsaw, the kerf has to be wider than the blade body.. This permits that the bandsaw can cut the wood without getting trapped due to the compression force of the wood once it is cut while the bandsaw is still moving between the cut wood.
There are three methods to give cut path to the bandsaws:
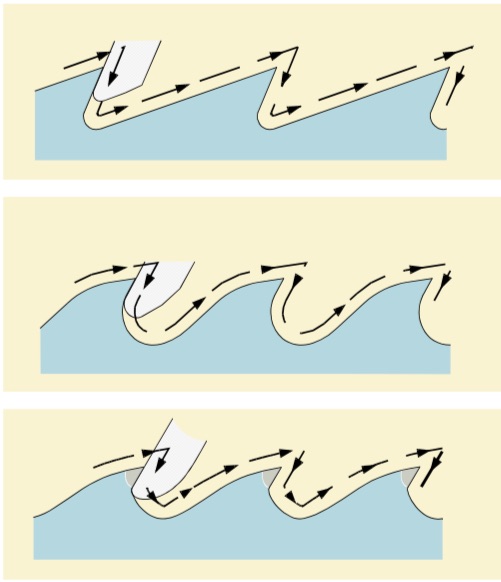
3.1.SETTING
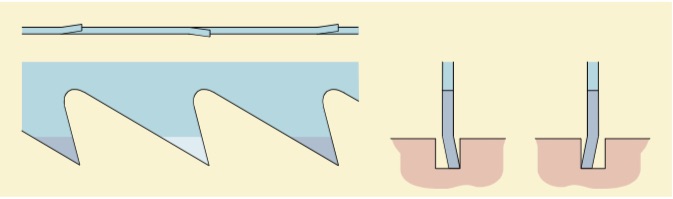
Setting is the oldest method. It consist to bend the tooth slightly to one side or the other. This is the cheapest method but has the inconvenience that only one side of the tooth will work.

The ELITE model TR 5 is the suitable machine for this process.
Setting involves bending alternate teeth. In a set saw blade, two teeth always work together. The right-set tooth is pressured from the front and right-hand side, and the left-set tooth from the front and left-hand side.
Too much setting – poor cutting quality
Too little setting – saw blade gets hot, sustains burn marks and loses tension.
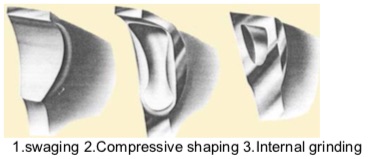
3.2.SWAGING
Another way of widening the kerf is to swage the teeth.
Swaging has more advantages than setting, as the tooth completely cuts the wood in both sides. Also the process makes the steel harder by compressing (similar to could forge) the steel.
The machine needed for the process is not expensive and the grinding process is the same.
The ELITE model CH PRO can make the swaging process automatically.
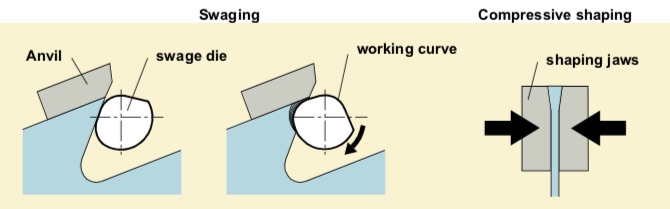
To perform the swaging process, an swaging die is placed in front of the saw tooth, which is held steady with an anvil. By rotating the eccentric swaging die, the saw material is displaced towards the tooth tip. Once the swaging process is completed, the swaging die rotates back into its starting position.
The swaging process shapes the tooth tip so that it is conical towards the bottom and tapered towards the back. Since the swage saw tooth acts across the entire kerf width, it has to do the same job as two teeth in a set saw blade. The greater number of major and minor cutting edges ensures a higher cutting output.
The swaging process is followed by shaping, i.e. the material displaced to the tooth sides is compressed with suitable pressure jaws until the tooth in the major cutting edge area reaches its required width.
The swage has to be adapted to the various types of wood if higher performances are to be obtained. This is achieved via the diameter of the swaging die which serves to shape the swage.
3.3.STELLITING
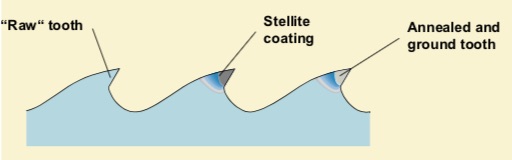
Stelliting consist to weld a harder material (stellite) in the teeth of the bandsaws. It is the method that gives the longest bandsaw lifetime, but it is also the most expensive method as it requires two machines: The stelliting machine to weld the tooth tip, and the sides grinding machine to grind the sides of the teeth.
Stelliting its not done every time that the bandsaws needs to be sharpened, the welded material lasts for some grinding cycles.
There are requiered two machines for this process:
ELITE model MMV 300 for welding the stellite to the bandsaw.
ELITE model SSC 300 for the sides grinding of the teeth.

4.GRIND THE BANDSAW

Finally the last process is to grind the band saw. This is done by completely grinding the top of the bandsaw. Depending on the user need it could be done by a machine moved only by motors, or by a CNC machine.
If the user as to do the maintenance of its own bandsaws, the CNC could not be needed, as there are not too many tooth profiles to be grind. On the contrary if the user will be a sharpening shop, then we strongly recommend a CNC machine, because with the CNC the user will be able to store the particular bandsaw tooth profile programs without the need to readjust the machine or to change the grinding wheel profile.
It is strongly recommended to equip the machine always with a wet grinding system, because the grinding process generates a lot of dust.
Every system has its advantages and disadvantages. While the CNC system can store the programs and it has a complete enclosure, it is also more sensible to system maintenance, and it is more complex. In the other hand the machine moved only by motors and relays is more simple to maintain, but it needs more expertise in order to grind different tooth shapes.
