Las hojas de sierra de cinta se consideran problemáticas porque son mucho más frágiles que otras herramientas de corte similares, como sierra circulares, hojas de sierra alternativas o fresas, y simplemente se rompen si se manipulan incorrectamente.
La razón es bastante sencilla: todos los tipos de herramientas anteriores tienen un cuerpo de la hoja mucho más grueso que no está sujeto a tensiones de flexión continuamente inversas.
Estas tensiones de flexión continuamente invertidas provocan la formación de finas grietas en la garganta del diente: el área sujeta a mayor tensión. Si la hoja no se vuelve a afilar a tiempo, estas grietas se harán más grandes y provocarán su rotura. Además, algunas de estas grietas deben repararse mediante soldadura, antes de que se lleve a cabo el proceso de afilado.
Por esta razón, nunca se insistirá lo suficiente en que todo el perfil dentado de las hojas de sierra de cinta debe reafilarse periódicamente.
Naturalmente, esta zona, ya frágil, se vuelve aún más crítica si se producen rayas y mellas debido a un afilado no profesional o si la garganta del diente se endurece debido a una eliminación excesiva de viruta. Si la garganta del diente no se mecaniza en absoluto, las microfisuras pueden extenderse y provocar inevitablemente roturas.
PROCESO DE MANTENIMIENTO DE LAS SIERRAS DE CINTA
- Inspeccione la sierra de cinta para detectar si es necesario repararla.
- Compruebe si la sierra de cinta estaba funcionando bien y que no es necesario tensarla, nivelarla ni enderezarla.
- Verifique la necesidad de un nuevo triscado/recalcado/estelitado del diente
- Afile la sierra de cinta
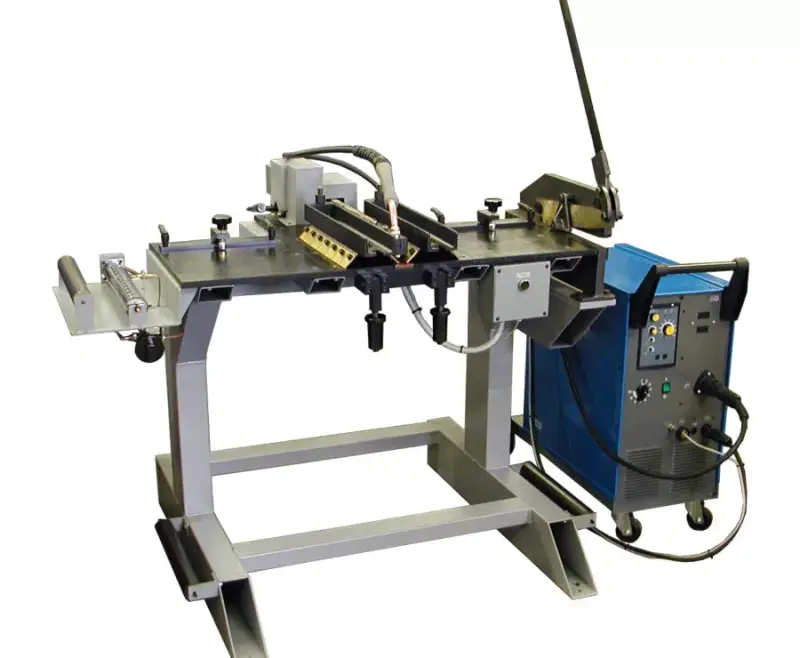
1.INSPECCIONE LA SIERRA DE CINTA PARA VER SI NECESITA REPARACIÓN
Se debe realizar una inspección para detectar posibles grietas o roturas en las sierras de cinta, especialmente en la zona de la garganta del diente. En caso de necesidad de reparación, esta deberá realizarse mediante una soldadora para sierras de cinta como la ELITE modelo SOLDAmaq 320, que permite soldar sierras de cinta nuevas o repararlas.
2.COMPROBAR SI LA SIERRA DE CINTA FUNCIONA BIEN Y QUE NO ES NECESARIO TENSAR, NIVELAR O ENDEREZAR
El operador de corte de la sierra de cinta debe informar si hubo algún problema con la sierra de cinta, como mucho ruido al cortar, sierra de cinta no estable en la máquina cortadora, etc.
La ELITE modelo LM PRO es imprescindible en el mantenimiento de las sierras de cinta. Permite realizar las operaciones de nivelado, tensado y enderezado.

2.1.NIVELACIÓN
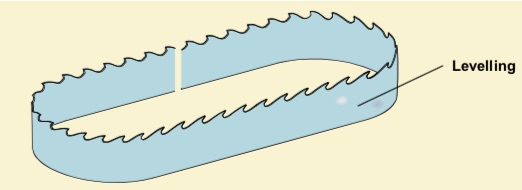
Nivelar significa aplanar cualquier irregularidad (golpes/abolladuras) en la hoja de sierra. Esta suele ser la primera operación de mantenimiento que se realiza. Los golpes se pueden localizar con una regla y “martillar” con un martillo redondo o un mazo de punta cruzada, por lo que el peso del martillo debe ajustarse al grosor de la hoja.
2.2.TENSIONADO
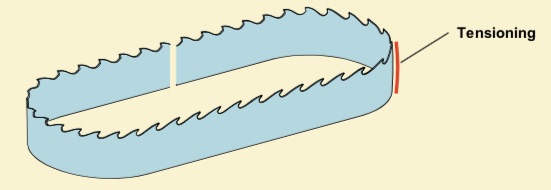
El término tensionado significa alargar la parte central de la hoja de sierra, lo cual se realiza con rodillos en una máquina laminadora. Este alargamiento sirve para acortar el lado dentado y el talón con respecto al centro. En consecuencia, cuando la hoja de sierra se coloca sobre las poleas de la máquina de serrar, se alivian las tensiones de compresión y la hoja de sierra forma una curva en el centro. Esto evita que la hoja de sierra se mueva sobre la superficie generalmente convexa de las poleas.
El proceso de laminación comienza en el primer tercio de la cinta con la mayor presión de laminación. Luego continúa alternativamente a la izquierda y a la derecha de esta zona con presión reducida.
La distancia entre los movimientos de rodadura depende del ancho de la hoja de sierra y debe ser de aprox. 10 a 20 mm. Es una buena idea marcar la secuencia de los trazos con tiza.
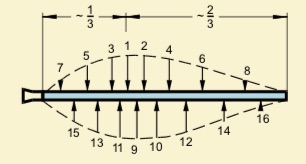
Las carreras de rodadura más exteriores deben realizarse a una distancia de aprox. 20 a 30 mm desde la parte superior de la hoja o la garganta del diente.
Si el laminado se realiza por ambos lados, las secciones 6 a 9 deben ubicarse entre las secciones 1 a 5.
2.3.ENDEREZADO
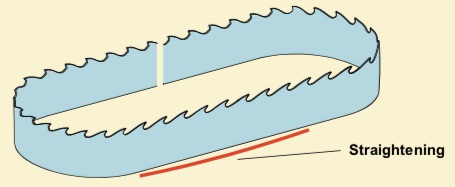
Para enderezar una hoja de sierra, a la parte superior de la hoja de sierra de cinta se le da una curva ligeramente convexa para compensar el alargamiento del lado dentado mientras la sierra está en acción. El nuevo afilado de la garganta del diente también tiene el efecto de extender la línea de la garganta del diente en relación con la parte posterior, lo que hace necesario rectificar la hoja nuevamente. El estado de la hoja de sierra se comprueba colocando una regla de aproximadamente 1,5 m de largo en la parte inferior. Si se detecta una irregularidad, se marca con líneas de tiza. La parte inferior de la hoja se inspecciona en toda su longitud y los diversos errores se eliminan como se describe a continuación.
3.COMPROBAR SI ES NECESARIO UN NUEVO TRISCADO/RECALCADO/ESTELITADO DE LOS DIENTES
Para dar camino de corte a la sierra de cinta, la ranura debe ser más ancha que el cuerpo de la hoja. Esto permite que la sierra de cinta pueda cortar la madera sin quedar atrapada, debido a la fuerza de compresión de la madera una vez que se corta, mientras la sierra de cinta está todavía moviéndose entre la madera cortada.
Existen tres métodos para dar camino de corte a las sierras de cinta:
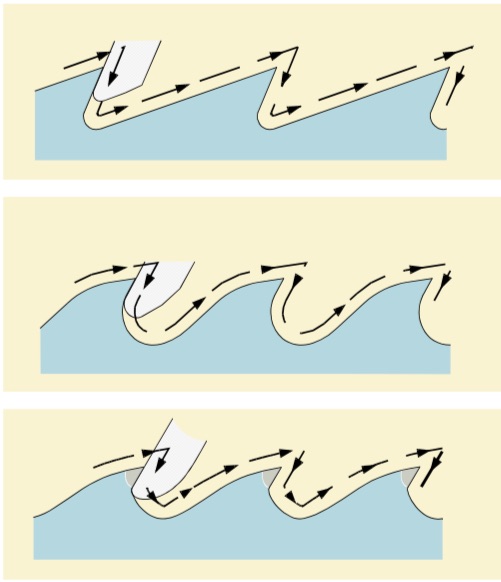
3.1.TRISCADO
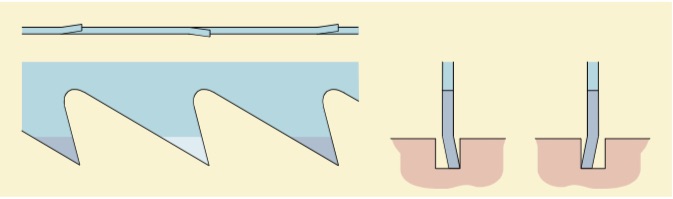
El triscado es el método más antiguo. Consiste en doblar ligeramente el diente hacia un lado o hacia el otro. Este es el método más económico pero tiene el inconveniente de que el diente solo cortará en un lado.

La ELITE modelo TR 5 es la máquina adecuada para este proceso.
El triscado implica doblar dientes alternos. En una hoja de sierra fija, dos dientes siempre trabajan juntos. El diente triscado a la derecha se presiona desde el lado frontal y derecho, y el diente triscado a la izquierda desde el lado frontal e izquierdo.
Demasiado triscado – mala calidad de corte
Demasiado poco triscado: la hoja de sierra se calienta, sufre quemaduras y pierde tensión.
3.2.RECALCADO
Otra forma de ensanchar el corte es recalcar los dientes.
El recalcado tiene más ventajas que el triscado, ya que el diente corta completamente la madera por ambos lados. Además, el proceso endurece el acero comprimiéndolo (de forma similar a como sería el forjado en frío).
La máquina necesaria para el proceso no es tan costosa como la estelitadora y el proceso de afilado es el mismo que en el caso del diente triscado.
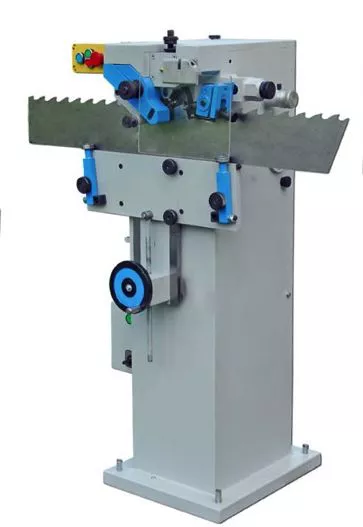
La ELITE modelo CH PRO puede realizar el proceso de recalado de forma automática.
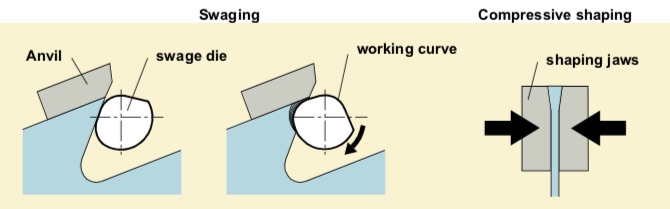
Para realizar el proceso de recalcado, se coloca una matriz de recalcado delante del diente de sierra, que se mantiene firme con un yunque. Al girar la matriz excéntrica, el material de la sierra se desplaza hacia la punta del diente. Una vez que se completa el proceso de recalcado, el troquel de recalcado gira de nuevo a su posición inicial.
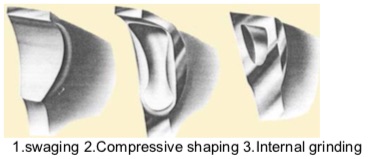
El proceso de recalcado da forma a la punta del diente de modo que sea cónica hacia abajo y ahuecada hacia atrás. Dado que el diente de sierra recalcado actúa a lo largo de todo el ancho de la ranura, tiene que hacer el mismo trabajo que dos dientes en una hoja de sierra triscado. El mayor número de filos de corte garantiza un mayor rendimiento de corte.
Al proceso de recalcado le sigue el moldeado, es decir, el material desplazado hacia los lados del diente se comprime con mordazas de presión adecuadas hasta que el diente en la zona principal del filo de corte alcanza el ancho requerido.
El recalcado debe adaptarse a los distintos tipos de madera si se quieren obtener mayores rendimientos. Esto se consigue mediante el diámetro de la matriz de recalcado que sirve para dar forma al recalcado.
3.3.ESTELITADO
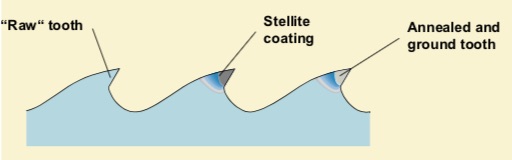
El estelitado consiste en soldar un material más duro (estelite) en los dientes de las sierras de cinta. Es el método que proporciona la mayor vida útil de la sierra de cinta, pero también es el método más caro ya que requiere dos máquinas: la máquina de estelitado para soldar la punta del diente y la rectificadora lateral para rectificar los lados de los dientes.
El estelitado no se realiza cada vez que es necesario afilar las sierras de cinta, el material soldado dura algunos ciclos de afilado.
Se requieren dos máquinas para este proceso:
ELITE modelo MMV 300 para soldar el estelite a la sierra de cinta.
ELITE modelo SSC 300 para el rectificado lateral de los dientes.

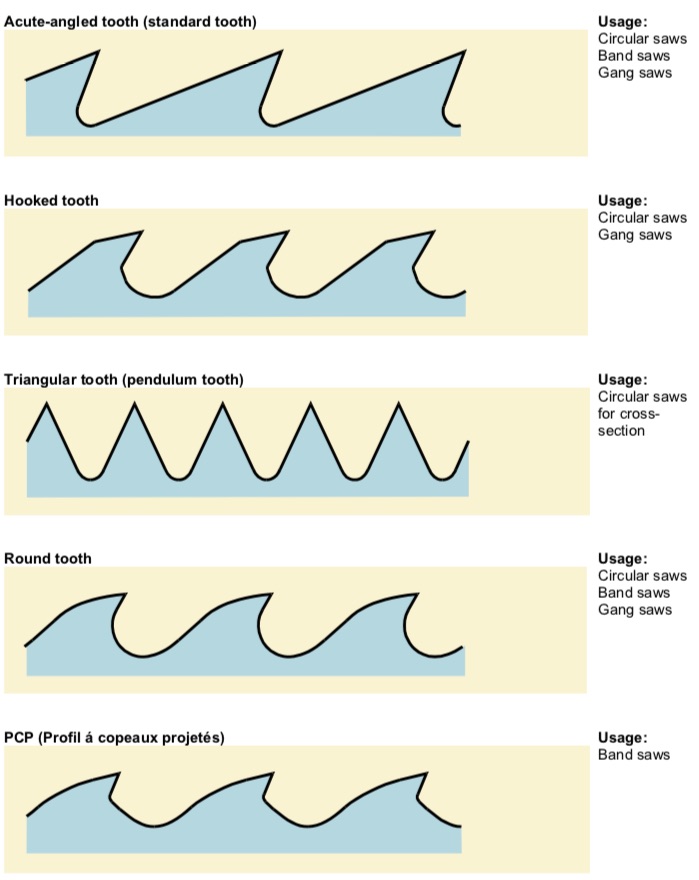
4.AFILADO DE LA SIERRA DE CINTA

Finalmente el último proceso es afilar la sierra de cinta. Esto se hace afilando por completo la parte superior de la sierra de cinta. Dependiendo de la necesidad del usuario se podrá realizar mediante una máquina movida únicamente por motores accionados por relé, o mediante una máquina CNC.
Si el usuario desea realizar el mantenimiento de sus propias sierras de cinta, el CNC podría no ser necesario, ya que no hay muchos distintos perfiles de dientes para afilar. Por el contrario, si el usuario es un taller de afilado, entonces recomendamos encarecidamente una máquina CNC, ya que con el CNC el usuario podrá almacenar programas de perfiles de dientes diferentes de la sierra de cinta sin necesidad de reajustar la máquina o cambiar el perfil de la muela.
Se recomienda encarecidamente equipar la máquina siempre con un sistema de afilado húmedo, ya que el proceso de afilado genera mucho polvo.
Cada sistema tiene sus ventajas y desventajas. Si bien el sistema CNC puede almacenar los programas y tiene una cabina completamente cerrada, también es más sensible al mantenimiento del sistema y es más complejo. Por otro lado, la máquina accionada únicamente por motores y relés es más sencilla de mantener, pero necesita más experiencia para afilar diferentes formas de dientes.
