.webp)
1. PREMIERS PAS
Félicitations pour votre achat de la soudeuse ELITE SOLDAmaq 320 pour scie à ruban.
Lisez ce guide avant de commencer.
Le poste à souder ELITE SOLDAmaq 320 avec système de soudage "MIG" convient au soudage et à la réparation de lames de scie en acier pour scieries de 60 à 320 mm (2,36" à 12,5")
Vous pouvez consulter le catalogue de produits sur le lien suivant: ELITE modèle SOLDAmaq 320
Ce manuel vous présente les principales fonctions de la soudeuse afin d'éviter les risques pour votre santé ou pouvant provoquer une panne ou une usure prématurée de la machine.
En cas de doute, veuillez nous contacter directement ou contacter l'un de nos distributeurs agréés.
Note informative: L'utilisation décrite dans le manuel de cette soudeuse peut présenter quelques variations d'utilisation puisque notre machine est sujette à d'éventuelles modifications constructives, en fonction de l'incorporation des avancées technologiques dans nos équipements de soudage.
2. SÉCURITÉ
2.1.Règles de sécurité et normes de conformité
Observez et appliquez attentivement les règles de sécurité suivantes, le non-respect de ces règles peut provoquer des blessures ou des dommages à la machine elle-même.
L'installation et l'entretien de la machine décrite dans ce manuel doivent être effectués uniquement par des opérateurs familiarisés avec son fonctionnement et disposant de connaissances techniques suffisantes.
La soudeuse ELITE SOLDAmaq 320 a été conçue pour le soudage et la réparation de lames de scie en acier, à l'exclusion de tout autre type d'opération.

DANGER HAUTE TENSION

DANGER D'ACCIDENT

DANGER DE SURFACE CHAUDE

DANGER DÛ À LA PROJECTION D'ÉTINCELLES

PORTER DES CHAUSSURES DE PROTECTION

DANGER LIÉ AUX OUTILS COURANTS

UTILISER DES PROTECTEURS AUDITIFS
Ces avertissements n'incluent pas tous les risques possibles que pourrait engendrer une mauvaise utilisation de la machine. Pour cette raison, l'exploitant doit procéder avec prudence et respecter les règles.
2.2.Utilisation et conservation du manuel d'instructions
Ce manuel d'instructions doit être lu et compris par tout le personnel entrant en contact avec la machine.
Ce manuel est destiné à:
- Indiquer l'utilisation correcte de la machine en fonction du type de travail à effectuer.
- Fournir les instructions nécessaires au transport, au réglage et à l'entretien de la machine.
- Faciliter la commande des pièces détachées et l'information des risques.
Limites d'utilisation du manuel:
La machine est destinée à un usage professionnel et c'est pourquoi l'expérience de l'opérateur est requise et d'une importance vitale.
Importance et conservation du manuel:
Ce manuel doit être considéré comme faisant partie de la machine et doit donc y être joint jusqu'à la fin de son utilisation.
Informations complémentaires et précisions:
L'utilisateur, le propriétaire ou le responsable de l'entretien peut contacter le fabricant pour demander toute information complémentaire sur l'utilisation de la machine et les modalités possibles d'intervention de maintenance et de réparation.
Expiration de responsabilité:
Le fabricant est considéré comme exonéré de toute responsabilité en cas de:
- Mauvaise utilisation de la machine
- Utilisation de la machine par des personnes non formées
- De graves échecs dans la maintenance programmée
- Interventions ou modifications non autorisées
- Utilisation de pièces de rechange non originales.
2.3.Déclaration de conformité
La société par la présente:
Elite Machines, SLU
Joan Oró, 27
ES-08635 Sant Esteve Sesrovires
déclare que le produit indiqué ci-dessous, de par sa conception et sa construction, ainsi que la version mise sur le marché par notre société, est conforme aux exigences fondamentales de santé et de sécurité obligatoires de la directive CE.
Cette déclaration perd sa validité en cas de modifications non autorisées du produit.
Nom du produit: ELITE SOLDAmaq 320
Type de produit: Machine à souder pour scie à ruban
Numéro de série.: __
Compétences de la directive CE:
- Directive CE sur les machines (2006/42/CE)
- Directive européenne sur la compatibilité électromagnétique (2014/30/UE)
- Les objectifs de protection de la directive CE basse tension (2006/95/CE) ont été remplis conformément à l'annexe I, nr. 1.5.1 de la directive machines 2006/42/CE
La documentation technique a été compilée par le représentant légal de la documentation:
Sergi Valls Gramunt
Joan Oró, 27
ES-08635 Sant Esteve Sesrovires
Date / fabricant - Signature: __
Données signataires: Sergi Valls Gramunt, gérant
2.4 Sécurité électrique
2.4.1 Raccordement au circuit d'alimentation
Les travaux sur les installations électriques doivent être effectués par du personnel qualifié à cet effet. Par personnel qualifié, nous entendons le personnel qualifié au sens de la législation et/ou des usages nationaux et qui, du fait de sa formation technique, est capable d'apprécier les dangers du soudage à l'arc et de l'électricité.
Avant de connecter un équipement de soudage à l'arc, assurez-vous que:
- l'interrupteur principal est en position « OFF » ;
- le compteur, le dispositif de protection contre les surcharges et les courts-circuits, les prises et fiches d'alimentation et l'installation électrique sont compatibles avec la puissance maximale et la tension nominale d'alimentation (se référer à la plaquette du fabricant de l'équipement de soudage/coupage) et sont conformes aux les normes et réglementations nationales en vigueur ;
- le raccordement, monophasé ou triphasé avec fil de protection, est protégé par un disjoncteur sensible au courant différentiel résiduel capable de fonctionner avec un courant d'infiltration n'excédant pas si possible 30 mA ;
- le fil de protection n'est pas déconnecté par le dispositif de protection contre les chocs électriques ;
- le câble d'alimentation est du type "HEAVY DUTY" ;
- le circuit d'alimentation électrique est équipé d'un dispositif d'arrêt d'urgence, facilement reconnaissable et positionné de manière à être facilement et rapidement accessible.
- L'équipement de classe A n'est pas destiné à être utilisé dans des emplacements résidentiels où l'énergie électrique est fournie par le système d'alimentation public basse tension. Il peut y avoir des difficultés potentielles pour garantir la compatibilité électromagnétique à ces endroits, en raison de perturbations conduites et rayonnées. Seuls les équipements de classe B sont conformes aux exigences de compatibilité électromagnétique dans les environnements industriels et résidentiels, y compris les emplacements résidentiels où l'alimentation électrique est fournie par le système d'alimentation public basse tension.
2.4.2 Circuit de soudage
Le soudage et le coupage à l'arc nécessitent le strict respect des précautions de sécurité applicables en matière d'électricité.
Avant toute opération de soudage/découpage, vérifier que :
- aucune pièce métallique accessible aux opérateurs de leurs assistants ne peut entrer en contact direct ou indirect avec une phase ou un fil neutre du circuit d'alimentation ;
- les porte-électrodes, les torches et les câbles de soudage sont correctement isolés ;
- l'opérateur est isolé du sol et de la pièce à travailler (gants, chaussures de sécurité, vêtements secs, tablier en cuir, etc.) ;
- le câble de retour du courant est solidement connecté au plus près de la zone de soudage ;
- le circuit de soudage est constitué exclusivement de câblage conforme au Document d'Harmonisation HD 22.6 S2 : Conducteurs et câbles isolés avec des matériaux réticulés avec des tensions maximales assignées de 450/750 V - Partie 6 : Câbles de soudage à l'arc
Lorsque les opérations de soudage sont réalisées dans des environnements à risque élevé de chocs électriques, par exemple :
- dans les endroits où la liberté de mouvement limitée oblige l'opérateur à souder dans une position inconfortable (à genoux, assis ou couché), en contact physique avec les conducteurs ;
- dans des zones totalement ou partiellement entourées de conducteurs, présentant un risque élevé de contact involontaire ou accidentel de la part de l'opérateur ;
- dans des endroits humides, humides ou chauds où la transpiration réduit considérablement la résistance de la peau humaine et les propriétés isolantes des accessoires.
Des précautions supplémentaires sont nécessaires, et surtout
- dans les équipements de soudage/coupage marqués, il faut utiliser ;
- la protection individuelle de l'opérateur doit être améliorée en utilisant des sols ou des tapis isolants ;
- la source d'alimentation doit être placée hors de portée de l'opérateur pendant les opérations de soudage/coupage ;
- tous les équipements connectés au circuit et situés à proximité de l'opérateur doivent être protégés par un disjoncteur sensible au courant résiduel capable de fonctionner avec un courant d'infiltration ne dépassant pas 30 mA.
Ne touchez jamais le fil électrode (ou la buse) et la pièce à travailler en même temps.
2.4.3 Entretien / Réparation
L'entretien et la réparation des installations électriques doivent être délégués à du personnel qualifié pour le faire. Par personnel qualifié, nous entendons le personnel qualifié au sens de la législation et/ou de la pratique nationale et qui, du fait de sa formation technique, est capable d'apprécier les dangers du soudage à l'arc et de l'électricité.
La directive européenne 2009/104/CE (équipements de travail) impose des inspections régulières pour garantir que les règles d'hygiène et de sécurité sont respectées et que toute détérioration est identifiée et réparée à temps. En général, dans le cas des équipements de soudage/coupage, une attention particulière doit être portée aux éléments suivants:
- L'état de l'isolation (ex: porte-électrodes, torches et câbles de soudage);
- Corriger l'allègement et la propreté des connexions électriques (ex.: fiches, connecteurs, rallonges, pinces de pièces, etc.).
Des recommandations spécifiques applicables à votre équipement de soudage/découpage sont disponibles dans le chapitre « Entretien » du manuel d'utilisation et d'entretien.
Les réparations doivent être effectuées uniquement par des spécialistes agréés par AIR LIQUIDE WELDING qui remplaceront les pièces défectueuses par des pièces d'origine AIR LIQUIDE WELDING.
Avant toute inspection et réparation interne, s'assurer que l'unité est débranchée de l'installation électrique par une procédure reconnue (par "produit reconnu", nous entendons un ensemble d'opérations destinées à séparer et maintenir l'unité déconnectée de l'alimentation électrique).
2.5. Sécurité contre les fumées, vapeurs et gaz nocifs et toxiques
La Directive Européenne 98/24/CE (Agents Chimiques) fixe les exigences minimales en matière de protection des travailleurs contre les risques liés à leur santé et à leur sécurité résultant, ou susceptibles de résulter, des effets de l'activité produite par les agents chimiques présents dans lieu de travail, ou consécutives à toute activité professionnelle impliquant des agents chimiques. Les émissions sous forme de gaz, ou de fumées insalubres, gênantes ou dangereuses pour la santé des travailleurs, doivent être piégées sur la production au plus près et le plus efficacement possible de la source d'émission.
Les opérations de soudage/coupage doivent être effectuées dans des zones de tiges correctement ventilées. Les capteurs de fumée doivent être connectés à un système d'extraction afin que les éventuelles concentrations de polluants ne dépassent pas les valeurs maximales d'exposition des travailleurs aux directives européennes 2000/39/CE et 2006/15/CE et à la législation nationale actuellement applicable dans la législation nationale en vigueur, piratage AIR LIQUIDE WELDING propose une large gamme de systèmes d’extraction adaptés à vos besoins.
Cas particulier des solvants chlorés (utilisés pour le nettoyage et le dégraissage) : Les vapeurs de solvants chlorés exposées au rayonnement d'un arc électrique, même à distance, peuvent se transformer en gaz toxiques. L'utilisation de ces solvants doit être interdite dans les zones où des arcs électriques sont présents.
Vérifiez toujours que les pièces à travailler sont sèches avant d'effectuer des opérations de soudage/coupage.
2.6 Sécurité contre le rayonnement lumineux
Les rayonnements infrarouges et ultraviolets de l’arc électrique ne peuvent être évités ou suffisamment limités lors des opérations de soudage/coupage. Les valeurs limites d'exposition fixées par la directive 2006/25/CE sont généralement dépassées lors du soudage/découpage. Il est essentiel de respecter les exigences de protection de l'opérateur et des personnes à proximité de l'opérateur décrites dans la directive européenne 89/656/CEE (équipements de protection individuelle) et ses amendements.
L'opérateur doit être protégé des effets des rayonnements sur sa peau (brûlures) et ses yeux (éclairs parasites), par une protection individuelle appropriée. Cela signifie qu'il doit porter :
- Des vêtements adaptés (ex : tablier, veste, pantalon, guêtres, gants, etc.)
- Un masque de soudage équipé de filtres de protection oculaire appropriés et conforme aux normes européennes EN 169 (Protection individuelle des yeux - Filtres pour le soudage et les techniques connexes - Exigences relatives au facteur de transmission et utilisation recommandée) ou EN 379 (Protection individuelle des yeux - Soudage automatique filtres).
Les personnes se trouvant à proximité de l'opérateur doivent être protégées des rayonnements directs ou réfléchis par l'interposition de rideaux appropriés, d'écrans ou de rideaux à lanières souples et, si nécessaire, de vêtements appropriés et d'un masque muni d'un filtre approprié. Des panneaux d'avertissement appropriés doivent être installés pour avertir des risques liés aux radiations lors de l'exploitation conformément à la directive 92/58/CEE (panneau de santé et de sécurité au travail).
AIR LIQUIDE WELDING propose toute une gamme d’équipements de protection individuelle et collective pour répondre à vos besoins.
Remarque: La norme européenne EN 169 donne les seuils recommandés pour les différentes techniques de soudage à l'arc et connexes.
2.7 Sécurité contre le bruit
La directive européenne 2003/10/CE fixe les exigences minimales de santé et de sécurité relatives à l'exposition des travailleurs comme suit :
- Lorsque l'exposition au bruit dépasse 80 dB(A), l'employeur fournit une protection auditive individuelle à ses travailleurs ;
- Lorsque l'exposition au bruit atteint ou dépasse 85 dB(A), les travailleurs utilisent une protection auditive individuelle.
- L'exposition au bruit ne doit pas dépasser 87 dB(A), compte tenu de l'utilisation de protections auditives individuelles.
Le bruit produit par une machine de soudage/découpage dépend principalement du procédé, du courant utilisé et de l'environnement. Le bruit à vide des générateurs de soudage/coupage AIR LIQUIDE WELDING est normalement inférieur à 70 dB(A). Lors du soudage ou du découpage, le niveau sonore (niveau de pression acoustique) de ces générateurs peut dépasser 85 dB(A) au poste de travail.
L'employeur doit prendre les mesures appropriées en ce qui concerne les conditions de travail. Si nécessaire, l'employeur fournit à l'opérateur une protection auditive individuelle appropriée (bouchons d'oreille, casque antibruit, etc.) et installe des panneaux d'avertissement appropriés sur le lieu de travail. Conf 92/58/CEE AIR LIQUIDE WELDING propose une large gamme d'équipements de protection individuelle adaptés à vos besoins.
2.8 Sécurité incendie
Les processus de soudage/découpage peuvent provoquer des incendies et des explosions. Avant toute opération de soudage/découpage, une analyse préalable des risques doit être réalisée. Pour réduire les risques d'incendie, les matériaux inflammables doivent être retirés de la zone de soudage autant que possible.
Dans la mesure du possible, procédez comme suit:
- Couvrir le matériau inflammable avec un matériau incombustible par exemple, des poutres ou des planches en bois combustible
- Garder l'environnement de travail sous observation pendant une période suffisante après la fin des opérations de soudage/coupage;
- Gardez les « points chauds » et leur voisinage immédiat sous observation jusqu'à ce que leur température redevienne normale;
- Disposer d'un matériel d'extinction d'incendie adapté au matériel utilisé et adapté à une utilisation dans des environnements électriques.
Les réglementations nationales peuvent exiger une autorisation pour la procédure de travail avant l'opération de soudage/coupage.
2.9 Sécurité lors de l'utilisation du gaz
2.9.1 Risques
Des conditions d’utilisation du gaz non satisfaisantes exposent l’utilisateur à deux dangers principaux :
- Danger d'asphyxie et d'intoxications ;
- Risque d'incendie ou d'explosion
Ces dangers sont accrus lorsque vous travaillez dans des espaces confinés.
2.9.2 Bouteilles de gaz
Les consignes de sécurité du fournisseur Tehgas doivent être respectées, et notamment :
- Les zones de stockage et d'utilisation doivent être bien ventilées, suffisamment éloignées de la zone de soudage/découpage et des autres sources de chaleur et être à l'abri de tout incident technique.
- Les bouteilles doivent être attachées.
- Les chocs doivent être évités.
- La température ne doit pas être excessive.
- La bouteille doit contenir le gaz nécessaire au processus
- Les robinets ne doivent jamais être graissés et doivent être actionnés avec précaution.
2.9.3 Tuyaux et flexibles
Les consignes de sécurité du fournisseur de gaz doivent être respectées, et notamment :
- Des tuyaux codés par couleur pour les gaz doivent être utilisés.
- La pression de distribution recommandée doit être respectée.
- Les tuyaux fixes et les tuyaux en caoutchouc doivent être vérifiés régulièrement pour détecter toute fuite. Pour ce faire, utilisez un capteur adapté ou, à défaut, un pinceau et de l'eau savonneuse. N'utilisez jamais de flamme pour trouver une fuite.
- Les tuyaux doivent être protégés pour minimiser les dommages dans l'atelier.
2.9.4 Soupape de pression
Les consignes de sécurité du fournisseur de gaz doivent être respectées, et notamment :
- Les robinets des bouteilles doivent être purgés avant de connecter la soupape de pression.
- La vis de réglage de la pression doit être dévissée avant la connexion au cylindre.
- Vérifiez l'étanchéité du raccord-union avant d'ouvrir le robinet de la bouteille.
- Ouvrir lentement et d'une fraction de tour le robinet de la bouteille.
- Ne desserrez jamais un raccord sous pression, fermez d'abord le robinet de la bouteille.
- La soupape de pression doit correspondre au gaz nécessaire au processus.
2.9.5 Travailler dans un espace confiné
Un système de permis de travail définissant toutes les mesures de sécurité doit toujours être mis en œuvre avant de commencer les opérations de soudage/découpage dans les espaces confinés tels que galeries, canalisations, pipelines, cales de navires, puits, trous de visite, caves, cuves, cuves, réservoirs, ballasts. réservoirs, silos et réacteurs. Une ventilation appropriée doit être installée en accordant une attention particulière aux manques d'oxygène, aux excès d'oxygène et aux excès de gaz combustibles.
2.9.6 Action suite à un accident
En cas de fuite non enflammée :
- Coupez l'alimentation en gaz; n'utilisez pas de flamme ou d'appareil électrique dans la zone de fuite.
En cas de fuite enflammée:
- Si le robinet est accessible, fermez l'arrivée de gaz et utilisez des extincteurs à poudre;
- S'il n'est pas possible d'arrêter la fuite, la laisser brûler et refroidir les cylindres et les installations voisines.
En cas d'asphyxie :
- L'accès à la zone de travail ne doit être effectué qu'en portant un équipement de protection; sinon vous pourriez devenir la deuxième victime.
- Transporter la victime à l'air frais et commencer la respiration artificielle. Appelez les secours
2.9.7 Mélanges gazeux contenant moins de 20 % de CO2
Si ces gaz ou brouillards remplacent l'oxygène de l'air, il existe un risque d'asphyxie car une atmosphère contenant moins de 17% d'oxygène est dangereuse.
2.9.8 Hydrogène et mélanges gazeux à base d'hydrogène
En cas de fuite, l'hydrogène et les mélanges gazeux à base d'hydrogène s'accumulent sous le plafond ou dans des cavités. installer une ventilation dans les zones dangereuses et stocker les bouteilles à l'air libre ou dans un endroit bien aéré. Réduisez les risques de fuites en limitant le nombre de raccords.
L'hydrogène et les mélanges gazeux à base d'hydrogène sont inflammables. Il existe un risque de brûlure ou d'explosion. Les mélanges air/hydrogène et oxygène/hydrogène sont explosifs dans les gammes de proportions suivantes: 4 à 74,5 % d'hydrogène dans l'air et 4 à 94 % d'hydrogène dans l'oxygène.
2.10 Sécurité du personnel
L'opérateur doit toujours porter un équipement de protection individuelle conçu pour les travaux de soudage/découpage. Cette protection doit être:
- isolant (gardé au sec) pour éviter les chocs électriques;
- nettoyer (pas d'huile présente) pour éviter l'inflammation;
- et en bon état (pas de déchirures) pour éviter les brûlures.
AIR LIQUIDE WELDING propose une large gamme d’équipements de protection individuelle pour répondre à vos exigences.
L’équipement de soudage/coupage peut être lourd. Pour éviter les troubles musculo-squelettiques liés au travail, adoptez une bonne technique lors de la manipulation de la charge.
Gardez l'équipement de protection pendant que les soudures refroidissent, car les scories et les composants du laitier peuvent cracher.
2.11 Champs électromagnétiques
Tout courant électrique traversant un conducteur crée un champ électrique et magnétique localisé. Le courant de soudage/coupage provoque un champ électromagnétique autour des câbles et des équipements. L'exposition aux champs électromagnétiques peut avoir des effets actuellement inconnus. Il est possible de réduire l'exposition aux champs électromagnétiques provoqués par le circuit de soudage en prenant les mesures suivantes:
- Reliez le câble porte-électrode ou le faisceau de soudage et le câble de courant de retour sur la plus grande longueur possible - Fixez-les ensemble avec du ruban adhésif;
- N'enroulez jamais le câble de soudage/coupe autour de votre corps et ne le posez jamais sur votre épaule;
- L'opérateur ne doit pas se trouver à l'intérieur de la boucle formée par le circuit de soudage. - Placer le câble porte-électrode/torche et le câble de retour de courant du même côté de l'opérateur.
- L'opérateur ne doit pas être à proximité de la source d'alimentation pendant les opérations de soudage/coupage
Les champs électromagnétiques peuvent affecter le fonctionnement des implants actifs (stimulateurs cardiaques). Les porteurs d’implants actifs doivent consulter leur médecin avant d’effectuer tout travail de soudage/découpage.
Certaines sources d'alimentation pour le soudage TIG et le coupage PLASMA utilisent des systèmes de frappe "HF" à distance qui peuvent endommager les équipements électroniques à proximité de l'opération de soudage/coupage. Avant toute opération de soudage/coupage, décidez d'utiliser un système de frappe par contact ou placez tout équipement sensible à l'écart de la zone.
3.DONNÉES TECHNIQUES
Dans le tableau d'informations suivant, retrouvez la liste des spécifications techniques des soudeurs décrits dans ce manuel.
| DONNÉES TECHNIQUES | SOLDAmaq 320 |
|---|---|
| Largeur de scie à ruban | De 60 à 320 mm (2-1/3" à 13,2") |
| Épaisseur de la scie à ruban | De 0,7 à 2 mm (0,027" à 0,078) |
| Puissance installée | 9 kW |
| VERSIONS DISPONIBLES | ||
|---|---|---|
| Modèle | Taille de l'emballage | Poids |
| SOLDAmaq 320 | 1800x1300x1500mm. | 380 kg. |
4. TRANSPORT
L'ELITE SOLDAmaq 320 est livré emballé dans une caisse en bois.
Pendant tout transport et transfert, la machine doit être maintenue dans sa position verticale d'origine, toute variation de cette position peut entraîner la perte de la garantie.

| Modèle | Taille de l'emballage | Poids brut |
|---|---|---|
| SOLDAmaq 320 | 1580x1680x1960mm. | 430 kg. |
4.1.Instructions de déballage et de montage
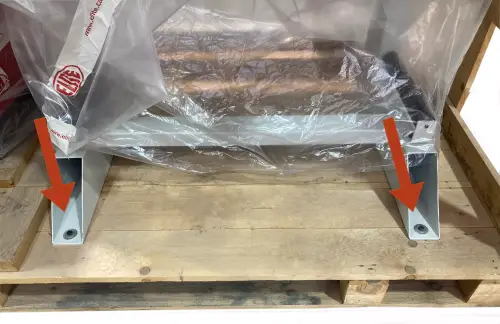
Soyez particulièrement prudent lors du levage de la charge : la charge peut ne pas être centrée !
Pour soulever ou déplacer la charge, utilisez un chariot élévateur doté de lames suffisamment longues pour supporter la machine, en tenant compte de la largeur et de la profondeur de la machine pour le calcul des poids à soulever.
Pour déballer, retirez d’abord le panneau avant.

Retirez ensuite les attaches en bois et les vis qui fixent la machine au caisson.
Une fois la machine à son emplacement définitif, vous pouvez également retirer le film protecteur et autres protections des composants, qui maintiennent et empêchent la machine de bouger.
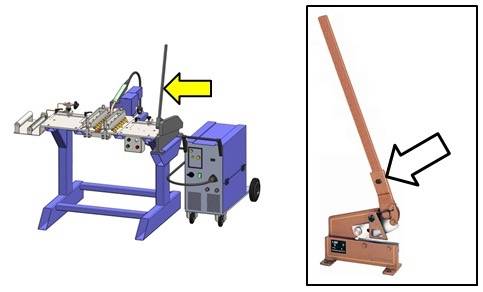
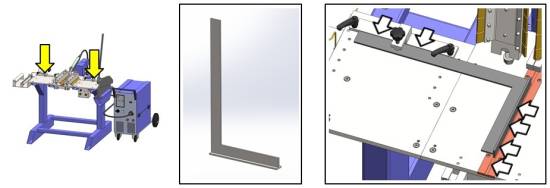
Pour éviter l'encombrement lors du transport, le levier de coupe il est démonté. Utilisez le boulon indiqué dans l'image suivante (le cutter est en option) pour remonter le levier.
5.INSTALLATION
5.1.Placement des machines
Avant tout travail, assurez-vous que la machine est bien alignée et qu'elle n'oscille à aucune de ses extrémités, auquel cas elle doit être chaussée pour éviter tout mouvement. Pour son nivellement correct, il est nécessaire d'utiliser un outil de nivellement. Ce contrôle doit être effectué tant longitudinalement que transversalement.

Un mauvais nivellement de la machine peut provoquer des vibrations indésirables et une usure prématurée des guidages linéaires.
ATTENTION : La machine ne doit en aucun cas être utilisée par du personnel non qualifié ou non autorisé.
5.2.Exigences en matière d'espace libre
La machine doit être installée dans le respect des exigences minimales d'espace libre comme indiqué ci-dessous afin de garantir son bon fonctionnement, sa facilité d'entretien et sa sécurité.

Éclairage:
La zone où sera placée la machine doit être suffisamment éclairée pour permettre l'exécution des travaux d'exploitation et d'entretien.
Sol:
Pour garantir un fonctionnement optimal de la machine, il est nécessaire de la fixer au sol à l'aide de trous appropriés. Pour garantir une sécurité et une efficacité maximales du fonctionnement de la machine, un sol en béton uniforme est nécessaire.
Position de l'opérateur :
Pendant le fonctionnement, l'opérateur doit se situer devant la machine, légèrement à droite (afin de pouvoir accéder au panneau de commande) tout en gardant une distance de sécurité pour éviter que les étincelles ne l'atteignent pendant l'étape de soudage.
5.3.Principaux composants de la machine
Description des pièces :
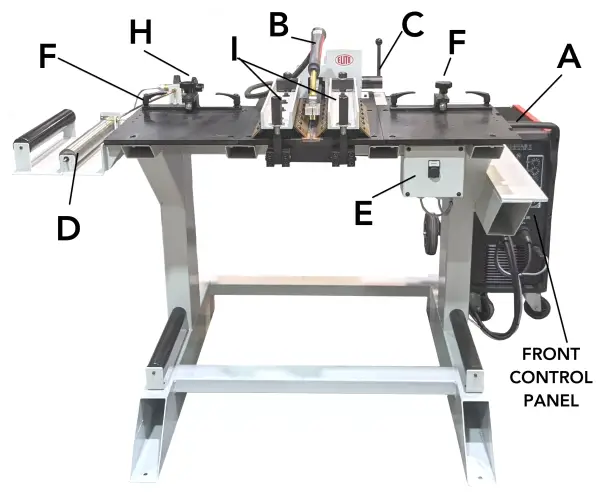
- A: soudeur MIG
- B: Torche
- C: Mouvement automatique de la torche à actionneur
- D: Brûleur
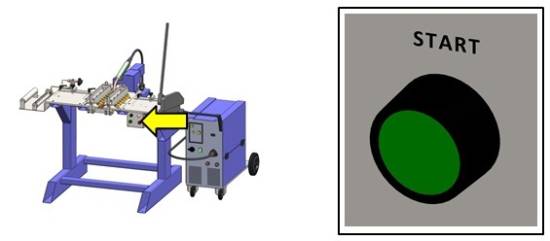
- E: bouton DÉMARRER
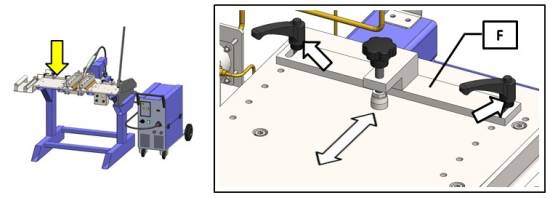
- F: Alignements avec pinces
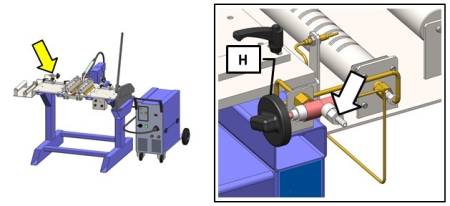
- H: Bouton du brûleur à gaz
- I: Mors de serrage pour support de scie à ruban
Description du panneau de commande avant:

- 2: Machine allumée avec indicateur LED
- 3: Indicateur LED de surchauffe de la machine
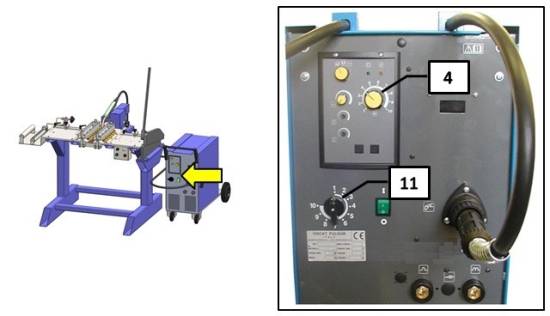
- 4: Potentiomètre de réglage de la vitesse du fil
- 5: Potentiomètre de réglage du temps de soudage (ne pas toucher, la valeur doit être réglée au minimum)
- 6: Potentiomètre de réglage du temps d'accélération du tréfilage (ne pas toucher)
- 8: raccord de torche Euro
- 9.a: Raccord rapide pour la pince de masse
- 9.b: Raccord rapide pour la pince de masse
- 10: interrupteur d'alimentation
- 11: interrupteur de réglage de la tension de soudage
- 12: Couplage du bouton de démarrage
5.4.Raccordement électrique
DANGER HAUTE TENSION!
Les machines à souder SOLDAmaq doivent être strictement connectées à la tension indiquée dans la commande de la machine et sur la machine elle-même. La connexion à une tension autre que celle indiquée peut provoquer une panne de la machine et représente un risque pour les personnes qui utilisent la machine.
Pour son raccordement au réseau électrique netravail, la machine ne nécessite que deux phases et la connexion à la terre.
Cette installation doit être effectuée par du personnel technique qualifié et vérifiée avec un voltmètre avant de mettre la machine en marche.
Il est absolument indispensable que la section du câble de raccordement soit adaptée, que la machine dispose d'une prise dédiée protégée contre les surcharges et qu'elle soit la plus proche possible de la prise.
En cas de section de câble inadéquate, un courant insuffisant parviendra à la machine au moment du soudage, provoquant une soudure défectueuse et extrêmement fragile. C’est l’un des points les plus importants car un très grand nombre de problèmes de soudage possibles sont dus à ce problème.
ELITE Sharpening Machines décline toute responsabilité en cas de mauvaise connexion qui, en plus de provoquer un dysfonctionnement de la machine, peut nuire aux personnes, aux animaux, aux objets matériels.
Après avoir installé la bobine de fil (voir section 6.2.2), connectez la broche de la torche au raccord 8 (voir l'image des composants dans la section 5.4), en vous assurant d'abord que la gaine correspond au diamètre du fil à utiliser. :
- Couleur BLEU ø1,5 pour fils de ø0,6 -ø0,8 mm
- Couleur ROUGE ø2,0 pour fils de ø1 - ø1,2 mm
Ensuite, connectez la fiche du panneau de commande au couplage 12 (voir photo des composants dans la section 5.4) et la broche de terre au couplage 9.b.
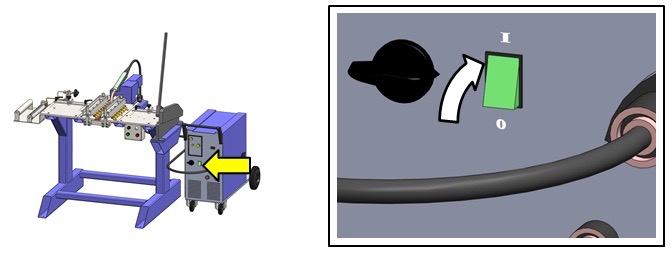
Allumez la soudeuse en appuyant sur l'interrupteur d'alimentation principal (disjoncteur 10, voir la figure suivante)
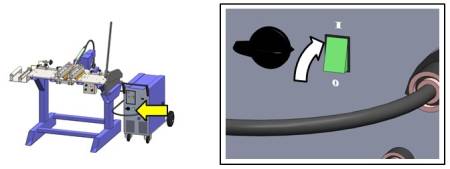
Assurez-vous que la machine est prête à l'emploi en vérifiant que la diode sur le panneau de commande (diode 2, voir l'image des composants dans la section 5.4) est allumée.
6. DÉMARRAGE
Dans cette section, nous vous montrons comment utiliser l'ELITE SOLDAmaq 320 pour le faire fonctionner.
REMARQUE : Les données qui apparaissent dans les différentes images sont à titre d'exemple, chaque type d'outil a ses données recommandées et un opérateur expert doit les connaître.
DANGER: ne jamais manipuler les boutons du panneau de commande lors de l'entretien de la machine : risque de blessures très graves. Il est fortement recommandé d'éteindre et de débrancher la machine du secteur lorsque vous travaillez à l'intérieur.
peligro
{kind=link}
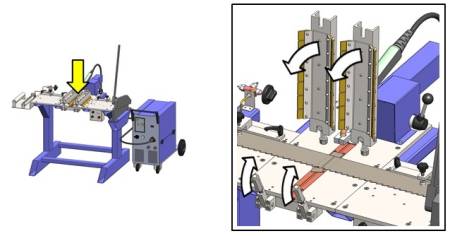
6.1. Ajustement des alignements
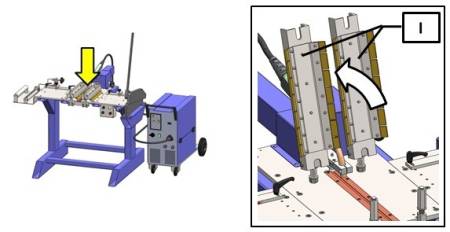
Soulevez d'abord l'étau I (voir photo des composants dans la section 5.4) pour pouvoir positionner la lame sur la plateforme de la machine.
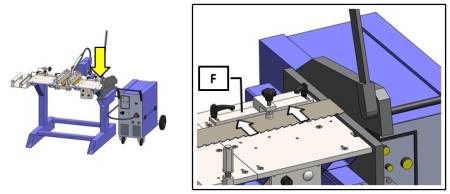
En fonction de la hauteur de la lame à souder, il faudra procéder à un réglage. Pour ce faire, desserrez les dispositifs de retenue sur les alignements F eux-mêmes et faites glisser les alignements dans la position souhaitée. Si nécessaire, dévissez les fixations et repositionnez-les dans les autres ouvertures prévues sur la plaque.
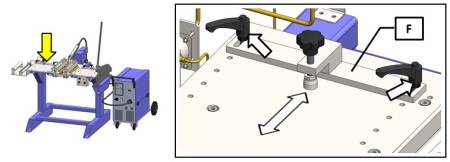
Placer le réseau fourni avec la machine sur la plateforme de soudage, de manière à aligner son petit côté avec cette gorge prévue sur la plaque de cuivre. À ce stade, soutenez l'alignement F contre le côté long du tableau. Fixez l'alignement à l'aide des dispositifs de retenue fournis. Ce réglage peut être utilisé pour positionner l'autre alignement à réaliser à l'aide de la lame elle-même avant l'étape de coupe.
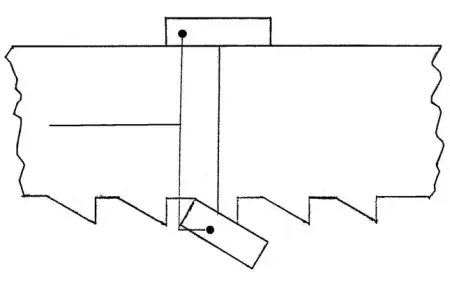
6.2. Coupe de bande
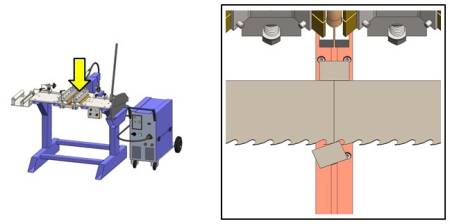
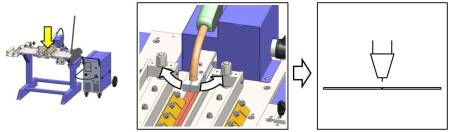
Soyez prudent lors de la manipulation de la scie à ruban et lors de son montage sur la machine ; afin d'éviter des blessures en cas de contact, il est nécessaire de porter des gants de travail. L'opération principale à effectuer avant le soudage est de couper les deux extrémités de la bande à souder à l'aide du cutter fourni. La coupe doit être à angle droit (90º) par rapport au profil de la lame, afin que les deux bords à souder soient parfaitement ajustés.
Pour effectuer la coupe, soulever l'étau I pour pouvoir positionner la lame sur la plateforme de la machine.
Placez la lame sur la machine et insérez-la dans le cutter comme indiqué sur la figure suivante (avec les dents face à l'opérateur). Ensuite, ajustez la position de la lame en suivant les références F (voir photo des composants dans la section 5.4). À ce stade, bloquez la lame à l'aide des pinces fournies sur les rails d'alignement F.
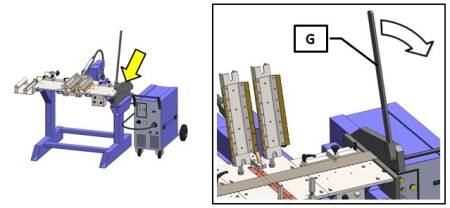
À ce stade, utilisez le levier du cutter pour effectuer la coupe. Vérifiez que la découpe s'effectue correctement, sinon répétez l'opération. Il sera toujours préférable de couper la lame sur la face arrière de la dent (et non au niveau de la gorge) car cela facilitera la disposition du cordon de soudure.
ATTENTION: Ne pas utiliser le cutter pour couper la bande dans la zone soudée. Si vous devez supprimer la partie de la bande située à proximité de la soudure, il est nécessaire d'effectuer un cycle de recuit avant d'utiliser la fraise.
6.2. Soudabilité
6.2.1 Installation d'une bouteille de gaz pour le soudage
- Prévoir un cylindre contenant un mélange de 80% d'ARGON et 20% de CO2
- Connectez le cylindre à la soudeuse à l'aide de la chaîne fournie.
- Connectez le réducteur (1) au cylindre mélangeur (si nécessaire, insérez le réducteur fourni (2) entre les deux)


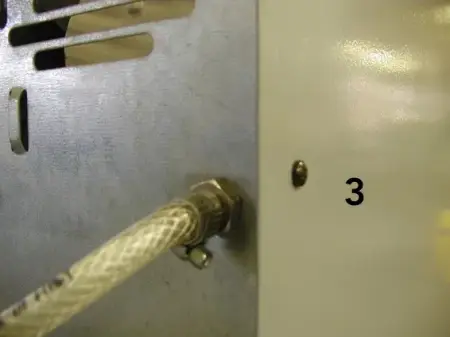
- Connectez le tuyau (3) de la machine à l'orifice en caoutchouc du réducteur (1) et fixez-le à l'aide d'un bouton-pression métallique.
- Réglez la sortie du réducteur-presseur au minimum.
- Ouvrez lentement le robinet de la bouteille et réglez le débit du presseur à 10 L/min.
6.2.2 Installation d'une bouteille de gaz pour le recuit
Récupérer une bouteille de gaz PROPANE (GPL)
Positionner le cylindre à proximité du brûleur de recuit
Connecter le réducteur (4) configuré pour PROPANE à la bouteille.

A l'aide du flexible (5) et des boutons-pression métalliques fournis, raccordez le réducteur au brûleur (si nécessaire remplacez l'orifice en caoutchouc (6)).


Après avoir effectué le branchement, ouvrez le cylindre et réglez le presseur au minimum à l'aide du réducteur 4. L'intensité de la flamme peut ensuite être réglée à l'aide du bouton H.
6.2.3. Installation de la bobine de fil
- Retirez le capuchon M et placez la bobine de fil L dans le pignon N fourni afin que les deux tournent ensuite ensemble.
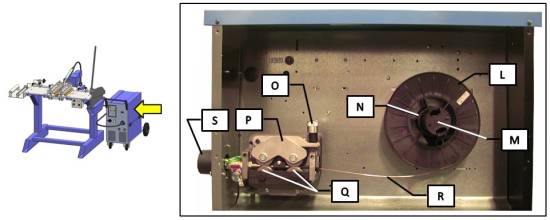
- Réglez le frein du pignon en appuyant sur l'écrou central afin que la bobine puisse tourner relativement doucement (sur certains pignons, l'écrou de réglage n'est pas visible, mais il devient visible après avoir retiré, vers l'extérieur, la butée de verrouillage)
- Après avoir libéré le dispositif de retenue O, ouvrez le pont supérieur de l'ensemble de traction P.
- Assurez-vous que les rouleaux Q sont adaptés au diamètre du fil à utiliser, sinon remplacez-les.
- Redressez une extrémité du fil R et coupez-la.

- Retirez le guide de buse de gaz U de la tête de torche B, puis dévissez et retirez également l'œillet du bec T.
- Insérez le fil au-dessus des rouleaux inférieurs et glissez-le dans le raccord de la torche S jusqu'à ce qu'il en ressorte à environ 10 mm.
- Refermez le pont supérieur de l'ensemble de tirage en vérifiant que le fil est positionné dans la gorge prévue et revissez le dispositif de retenue O.
- Connectez le câble de la torche en glissant dans la gaine le morceau de fil dépassant du raccord. Faites attention aux fiches de commande en les dirigeant vers les sièges prévus à cet effet et serrez l'écrou de connexion.
- Une fois la machine allumée, tout en tenant la torche, appuyez et maintenez enfoncé le bouton START jusqu'à ce que le fil dépasse de la tête de la torche. À ce stade, relâchez le bouton START et rebranchez le passe-fil du bec (en vous assurant qu'il correspond au type de fil à utiliser) et, enfin, le guide de la buse de gaz.
6.2.4. Premier démarrage
- Allumez la machine (touche 10, voir l'image des composants dans la section 5.4)
- Réglez la tension de soudage (bouton 11, voir l'image des composants dans la section 5.4) sur une position médiane.
- Retirez le guide de gaz U et le passe-fil du bec T de la torche et, en appuyant sur le bouton de la torche, déplacez le fil jusqu'à ce qu'il sorte de la partie avant de celle-ci.
Lors du déplacement du fil dans la torche, utiliser le volant pour calibrer le presseur que le rouleau presseur de fil doit exercer sur le rouleau d'entraînement jusqu'à ce que le fil de soudure avance sans glissement et sans déformations sur les rouleaux. Équipez la torche d'un passe-fil de bec adapté au fil utilisé. (Ø0,8 PAR DÉFAUT). - Revissez le passe-fil du bec T en vous assurant qu'il corresponde au diamètre du fil utilisé.
- Remontez le guide de buse à gaz U.
6.3. Tableau des données techniques des travaux
| ÉPAISSEUR DE LA LAME (mm) | BOUTON DE COURANT DE SOUDAGE 11 | BOUTON DE VITESSE DE FIL 4 |
|---|---|---|
| 0,6 - 0,8 | 1 | 3 - 4 |
| 1 | 2 | 4 - 5 |
| 1.2 | 3 | 4 - 5 |
| 1.3 | 3 - 4 | 4 - 5 |
| 2 | 3 - 4 | 4 - 5 |
NOTE:
Veuillez noter une fois de plus que les données ci-dessus sont empiriques et à titre indicatif uniquement ; l'épaisseur, la composition chimique et le procédé technologique utilisé dans la production de la scie à ruban ont un impact très significatif sur les paramètres à définir lors du soudage.
Nous vous recommandons d'effectuer différents tests sur vos propres bandes, en fonction des valeurs suggérées ici. Modifier si nécessaire lorsque les résultats n'étaient pas satisfaisants. Comparez vos propres tests aux valeurs indiquées dans le tableau et, si nécessaire, remplacez les valeurs indiquées ici par celles établies au cours de la réalisation de vos tests.
N'oubliez pas que rien ne peut remplacer l'expérience personnelle.
7. OPÉRATION DE TRAVAIL
7.1.Soudage
Important: il est obligatoire d'utiliser des lunettes et des gants de sécurité; lors du soudage, méfiez-vous des étincelles.
La soudeuse MIG pour grandes lames modèle SOLDAmaq 320 est une machine dont la conception est basée sur un concept innovant qui permet d'obtenir des soudures parfaites à un coût abordable, en économisant beaucoup de temps et de matériel. Le contrôle électronique de la vitesse du fil garantit des soudures précises et uniformes. La machine permet également de réparer les éventuelles fissures qui constituaient jusqu'à présent le problème essentiel des grandes lames. Cependant, n'oubliez pas qu'il n'est pas toujours recommandé d'essayer de réparer des fissures sinueuses ou dépassant une longueur de 10 à 15 mm. Il est de loin préférable de couper et de souder complètement la lame.
La lame à souder doit être correctement réglée à l'aide du cutter spécial G (voir photo des composants dans la section 5.4) fourni avec la machine (voir section 6.2). Pour un soudage correct, suivez les étapes ci-dessous.
- Couper deux cordons de soudure de même épaisseur que la lame à souder et les disposer en début et en fin de soudage ; afin d'éviter les brûlures au début et à la fin des soudures.
- Disposer les alignements F (voir photo des composants dans la section 5.4) en fonction de la hauteur de la lame à souder. Pour ce faire, desserrez les dispositifs de retenue sur les alignements F eux-mêmes. Faites glisser les alignements dans la position souhaitée, puis verrouillez-les à l'aide des dispositifs de retenue. Si nécessaire, dévissez les fixations et repositionnez-les dans les autres trous prévus sur la plaque. (Voir le chapitre 8 pour plus de détails). Insérez une extrémité de la bande à souder sur la plateforme de la machine.
- Placez la lame sur la plate-forme de la machine de manière à ce qu'elle soit centrée entre les deux parties de l'étau I (voir l'image des composants dans la section 5.4). Verrouillez la lame avec le presseur latéral de l'alignement F

- Répétez les étapes 2 et 3 avec l'autre bord de la lame à souder.
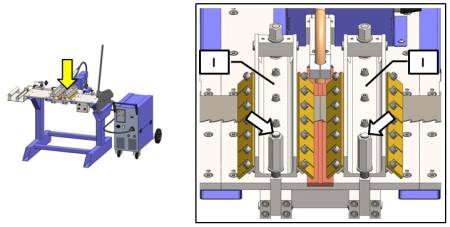
- À ce stade, fermez les étaux centraux et verrouillez-les en soulevant les leviers appropriés.
- Après avoir positionné les deux bords de la lame, ajustez les étaux I à l'aide des dispositifs de réglage appropriés.
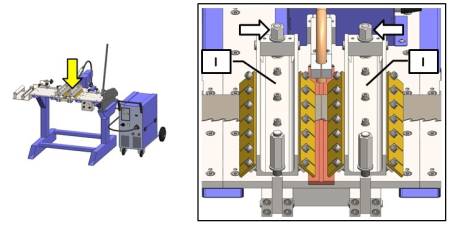
Le réglage variera en fonction de l'épaisseur de la lame. Les presseurs de l'étau I doivent longer le bord arrière de la lame et donc légèrement bondir vers l'avant. - Fermez ensuite l'étau à l'aide des deux leviers avant.
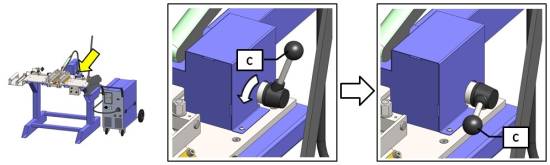
- Déverrouillez la torche de soudage à l'aide du levier approprié C. Positionner manuellement la torche au niveau du cordon de soudure du soudage initial (cordon de soudure arrière)
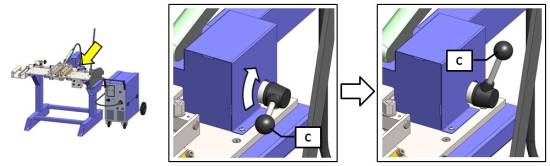
- Abaissez le levier C en vous assurant que le moteur est en prise (vous devrez peut-être déplacer légèrement le chariot de la torche d'avant en arrière pour faciliter l'accouplement du moteur).
- Ouvrir le gaz (5-10 litres/min) (utiliser de l'ARGON 80 % et 20 % de CO2), régler le courant de soudage (bouton 11, voir l'image des composants dans la section 5.4) et la vitesse du fil (bouton 4, voir l'image des composants dans la section 5.4). section 5.4) comme indiqué dans le tableau ci-joint (voir tableau à la section 6.3).
- Assurez-vous que la distance entre la tête de torche et la lame à souder est d'environ 8 mm.

- Tournez légèrement le support de torche pour centrer parfaitement la buse au droit des deux bords de la lame à souder.
- Attention aux étincelles, appuyez sur le bouton START de soudage du panneau de commande E (voir l'image des composants dans la section 5.4) et maintenez-le enfoncé. Effectuer la soudure en la terminant uniquement avec le cordon de soudure final. Pour arrêter le soudage, relâchez le bouton.
- Si vous constatez des défauts de soudure, vérifiez les causes et les remèdes listés dans la section 7.2.2 (Défauts de soudure).
Attention aux étincelles ! Gardez une distance de sécurité avec les pinces
Appuyer et maintenir appuyé
7.2.Recuit
Le recuit s'effectue à l'aide du brûleur à gaz propane placé sur le côté gauche de la machine.
Après avoir retiré les deux cordons de soudure de la pale, placer les soudures effectuées jusqu'à présent au milieu du brûleur D (voir photo des composants dans la section 5.4)
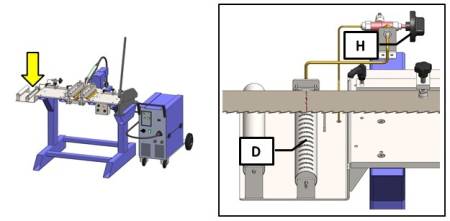
Ouvrir le gaz de la bouteille, ouvrir le gaz de la vanne du brûleur à l'aide du bouton H puis allumer le brûleur à l'aide d'un briquet à gaz (être très prudent lors de cette étape !). Maintenir le bouton H enfoncé jusqu'à ce que le thermocouple atteigne la température souhaitée. Maintenez la flamme basse en la réglant à l'aide de la valve H. Cela permet de réduire au minimum la déformation de la bande.
La machine est livrée avec un crayon thermochromique; utilisez-le pour marquer la section de la lame à proximité de la zone à recuire. Lorsque la couleur devient blanche, cela signifie que la température exacte est atteinte.
Retirez le cordon de soudure des deux côtés à l'aide d'un moyen abrasif standard (une petite ponceuse angulaire est recommandée).
Votre lame est maintenant recuite et prête à l'emploi.
7.2.2 Défauts de soudage
Les soudures obtenues avec les étapes MIG peuvent présenter plusieurs défauts, il est donc important de les identifier. Ces défauts ne diffèrent pas par leur forme ou leur nature de ceux qui peuvent survenir lors du soudage manuel à l'arc avec des électrodes enrobées. La différence entre les deux procédés est que la fréquence des défauts n'est pas la même, les défauts de porosité par exemple sont plus fréquents dans le cas du MIG : alors que les inclusions de laitier n'apparaissent que lors du soudage avec électrodes enrobées. L'origine des défauts et les moyens pour les éviter varient également beaucoup selon les procédures. Ce tableau présente un certain nombre de cas différents.
Défaut : Différence de niveau
Apparence:

Cause et remède :
- Mauvaise préparation
- Alignez les bords et conservez-les lors du soudage
Défaut : Épaisseur excessive
Apparence:

Cause et remède :
- Tension trop basse à vide.
- Vitesse de soudage trop faible.
- Mauvaise inclinaison de la torche.
- Diamètre de fil excessif.
Défaut : Pas assez de métal
Apparence:
![]()
Cause et remède :
- Vitesse de soudage trop élevée
- Tension trop basse pour la vitesse de soudage adoptée
Défaut : Les cordons semblent oxydés
Apparence:

Cause et remède :
- Souder dans la piste d'alimentation lorsque vous travaillez avec un arc long
- Ajuster la tension
- Le fil est plié ou sort trop loin de l'œillet du bec.
- Mauvaise vitesse du fil
Défaut : Pénétration insuffisante
Apparence:

Cause et remède :
- Distance irrégulière ou insuffisante.
- Mauvaise inclinaison de la torche
- Passe-fil du bec usé.
- Vitesse du fil trop lente par rapport à la tension ou à la vitesse de soudage
Défaut : Pénétration excessive
Apparence:

Cause et remède :
- Vitesse de fil trop élevée
- Mauvaise inclinaison de la torche
- Passe-fil du bec usé
- Vitesse du fil trop lente par rapport à la tension ou à la vitesse de soudage.
Défaut : Fusion insuffisante
Apparence:
![]()
Cause et remède :
- Distance trop petite
- Vous devez tailler ou meuler la soudure et la refaire.
Défaut : Pistes de puissance
Apparence:

Cause et remède:
- Vitesse de soudage trop importante (Ce défaut est facile à repérer visuellement, il doit être immédiatement corrigé par le soudeur).
8.MAINTENANCE
8.1.Maintenance préventive
Débranchez la machine du secteur avant d'effectuer tout entretien.
| VÉRIFICATIONS PÉRIODIQUES | ||
|---|---|---|
| TYPE DE CHÈQUE | ACTION | QUAND |
| Nettoyage de la plaque de cuivre | Nettoyez soigneusement la surface de la plaque de cuivre positionnée dans la zone de soudure à l'aide d'un chiffon grossier, vous pouvez également utiliser de l'air comprimé | Avant chaque opération de soudage |
| Ajustement de la plaque | Retirez la plaque et ajustez-la. Après les réglages, remontez la plaque sur la machine | Lorsque la surface de la plaque s'avère être considérablement endommagée |
| Vérification de l'épaisseur de la plaque | Vérifier, à l'aide d'un calibre, si le plan supérieur du plateau n'est pas plus bas que la plateforme d'appui de la lame | Après avoir effectué de nombreuses soudures et toujours après chaque réglage |
| Remplacement de la plaque | Retirez la plaque usée et remplacez-la par une neuve | Lorsque la plaque est irrémédiablement endommagée ou lorsque son épaisseur minimale est dépassée |
| Douceur du chariot | Veiller à ce que la torche ne donne aucun à-coup lors de ses déplacements pendant la phase de soudage | Périodiquement |
| Nettoyer la torche | Vaporisez la buse de la torche avec un spray de soudage et nettoyez l'intérieur du détartrage | Avant chaque opération de soudage |
| Nettoyage de la soudeuse MIG | Nettoyez l'intérieur de la soudeuse à l'air comprimé pour éliminer la poussière accumulée. | Tous les 5-6 mois |
| Nettoyage de la mise à la terre | Clena la connexion entre la plaque de cuivre et le câble de terre | Lorsque nécessaire |
| Remplacement de l'œillet du bec | Remplacer le passe-fil du bec T (voir section 6.2.3) | Lorsque nécessaire |
Utilisez l'équipement uniquement dans des environnements secs. La température doit être comprise entre 5 et 40ºC. Une humidité relative supérieure à 90 %, ainsi qu'un environnement salin, provoqueraient une corrosion prématurée de la machine.
8.2. Problèmes et solutions
Problème : la machine ne s'allume pas
Cause:
- Tension secteur insuffisante. Solution: vérifier le branchement secteur
- Défaillance du bouton d'alimentation. Solution: vérifiez la connexion du bouton d'alimentation. Vérifiez le fonctionnement du bouton d'alimentation.
- Le fusible de la soudeuse MIG a grillé. Solution: remplacez le fusible
Problème: la soudure se casse facilement
Cause:
- Assiette sale. Solution: cléna et/ou remplacer la plaque
- Mauvais alignement de la lame pendant le soudage : Solution: ajuster les paramètres (voir section 7.1)
- Paramètres de soudage et/ou de recuit incorrects. Solution: vérifier les paramètres (voir section 6.3)
Problème: Trous se produisant dans la soudure
Cause:
- L'étau ne ferme pas correctement sur les deux bords de la lame à souder. Solution: vérifiez que l'étau est bien ajusté à l'épaisseur de la lame à souder.
- Le courant de soudage est trop élevé : Solution: vérifier les paramètres (voir section 6.3)
- La vitesse du fil est trop faible. Solution: augmenter le filage du fil à l'aide du bouton 4 (voir photo des composants dans la section 5.4) (voir section 6.3)
Problème: le train de roulement de la torche ne fonctionne pas uniformément
Cause:
- Il y a de la saleté dans le train de roulement. Solution: nettoyer le train de roulement
Problème: La machine ne soude pas
Cause:
- Défaillance du bouton de démarrage du soudage. Solution: vérifier et/ou remplacer le bouton de soudage
- Panne de la soudeuse MIG. Solution: réparer la soudeuse
Problème: Soudage inégal
Cause:
- Pas de gaz. Solution: vérifier que le gaz arrive à la torche
- L’alimentation en gaz est trop basse. Solution: augmenter l'alimentation en gaz de la torche (voir section 6.2)
- La distance entre la buse du chalumeau et la lame est incorrecte. Solution: réinitialiser la position de la torche par rapport à la lame (voir section 7.1).
Problème : La machine ne recuit pas
Cause:
- La bouteille de gaz est vide. Solution: remplacer la bouteille de gaz
- Le thermocouple est en panne. Solution: remplacer le thermocouple
Problème: Toutes les fonctions sont perdues
Cause:
- Alimentation électrique interrompue (manque d'une ou plusieurs phases). Solution: vérifier et remédier
- Fusible fondu. Solution: remplacez-le
Problème: Dévidage irrégulier du fil
Cause:
- Pression du ressort insuffisante. Solution: remplacez-le
- Gaine du guide-fil obstruée. Solution: vérifiez si le vissage du volant aide.
- Gorge incorrecte ne correspondant pas au diamètre du fil ou excessivement usée. Solution: éliminez l'obstacle en supprimant les bobines inappropriées. Si le problème persiste, remplacez la bobine de fil.
Problème: Puissance de soudage réduite
Cause:
- Le câble de mise à la terre n'est pas connecté correctement. Solution: vérifier l'intégrité du câble, vérifier que la pince de terre est fonctionnelle et qu'elle est appliquée sur la pièce à souder exempte de rouille, de peinture ou de graisse
- Le fil est débranché des commutateurs de transfert ou desserré. Solution: vérifier et remédier
- Panne du contacteur. Solution: vérifier l'intégrité et l'état des contacts et le fonctionnement mécanique du contacteur
- Panne du redresseur: Solution: vérifiez s'il n'y a pas de marques de brûlure visibles, si c'est le cas, remplacez-le.
Problème: Soudure poreuse (semblable à une éponge)
Cause:
- Pas de gaz. Solution: vérifier s'il y a une alimentation en gaz sous pression
- Courants d'air dans la zone de soudage. Solution: utilisez un écran approprié. Si nécessaire, augmentez la pression du gaz.
- Ouverture du diffuseur obstruée. Solution: rendre l'ouverture viable à l'aide d'air sous pression.
- Pertes de gaz dues à la rupture des tuyaux. Solution: vérifiez et remplacez la pièce défectueuse.
- L'électrovanne est bloquée. Solution: vérifier son fonctionnement et le branchement électrique.
- Mauvaise qualité du gaz ou du fil. Solution: utiliser un gaz extra sec, remplacer la bouteille ou le fil par un gaz de qualité différente.
Problème: Fuite de gaz permanente.
Cause:
- Électrovanne usée ou sale. Solution: démonter la vanne et nettoyer l'orifice et le cut-off.
Problème: Appuyer sur le bouton de la torche ne fait rien
Cause:
- Disjoncteur détectable, câbles de commande déconnectés ou cassés. Solution: retirer l'épinette de la torche et court-circuiter les pôles, si la machine fonctionne, vérifier les câbles et le micro bouton de la torche.
- Fusible fondu. Solution: remplacer par un autre de même taille
- Interrupteur d'alimentation du détective. Solution: nettoyer à l'air, vérifier les fils de serrage, remplacer.
- Panne du circuit électronique. Solution: remplacez-le
9.ACCESSOIRES ET CONSOMMABLES
10.GARANTIE
Toutes nos machines sont testées avant d'être expédiées. Cependant, il peut toujours y avoir des défauts qui ne sont pas visibles à première vue.
Nos machines sont garanties contre tout défaut de fabrication ou de matière dans des conditions normales d'utilisation et d'entretien.
La durée de cette garantie est de 12 mois à compter de la date d'achat et comprend le remplacement du matériel défectueux.
La garantie sera automatiquement annulée en cas de modification extérieure à notre société. Ou en cas manifeste de mauvaise utilisation de la machine.
La garantie ne couvre pas les pièces soumises à l'usure normale due à l'usage telles que patins, cartouche de lubrification, abrasifs, etc.
11.TÉLÉCHARGER LE MANUEL
FR - User Manual SOLDAmaq 320.pdf
12.FAQ
Question nr1
Answer no. 1